undefined

Similar Products








Description
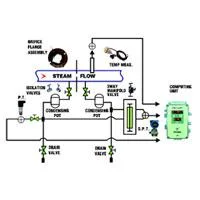
The GFT 100 Gas Flow Totaliser represents precision engineering for industrial gas and steam flow measurement applications. This advanced instrument delivers accurate totalisation ...
The GFT 100 Gas Flow Totaliser represents precision engineering for industrial gas and steam flow measurement applications. This advanced instrument delivers accurate totalisation of flow data with support for both mass flow and normalized volume calculations, making it versatile across various gas measurement scenarios. Engineered with universal power supply compatibility, isolated 4-20mA output, and MODBUS RTU protocol integration, the device seamlessly connects to existing control systems without requiring complex modifications. The unit incorporates essential functions including alarm systems, batching capabilities, password protection, and optional data logging features, providing comprehensive flow management in a compact, panel-mounted design. Its industrial-grade construction ensures durability and consistent performance even in the most demanding operational environments where reliability cannot be compromised. This sophisticated flow totaliser finds extensive application across multiple industrial sectors including oil and gas operations, chemical processing plants, power generation facilities, pharmaceutical manufacturing, and general industrial manufacturing. The device proves essential for monitoring critical flow parameters of natural gas, steam systems, compressed air networks, and various industrial gases, delivering vital data for process optimization, energy consumption management, and regulatory compliance requirements. Its specialized capability to handle both superheated and saturated steam conditions makes it particularly valuable in boiler systems and steam distribution networks, where precise measurement directly impacts operational efficiency, safety protocols, and maintenance scheduling. The instrument's adaptability across different gas types and flow conditions makes it a fundamental component in modern industrial infrastructure. The GFT 100 delivers substantial business value through enhanced operational efficiency, reduced energy consumption costs, and improved process control accuracy. Its reliability stems from industrial-grade components and robust design principles, ensuring minimal downtime and long-term operational consistency. The device's built-in features including password protection and comprehensive data logging enhance data security and integrity, providing trustworthy records for analysis and reporting purposes. This combination of precision measurement, reliable performance, and secure data management establishes the GFT 100 as a trusted solution for businesses seeking accurate, dependable flow measurement instruments that contribute directly to operational excellence and bottom-line results. Key Features: - Precise measurement of mass flow or normalized volume for gases and steam - Isolated 4-20mA DC output proportional to flow rate for system integration - Universal power supply supporting wide input voltage range - MODBUS RTU protocol for serial communication with control systems - Data logging capability and password protection for secure operation Benefits: - Enhanced operational efficiency through accurate flow monitoring - Reduced energy costs via precise consumption tracking - Improved process control with reliable measurement data - Seamless integration with existing industrial control systems - Secure data management and comprehensive operational records
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The GFT 100 Gas Flow Totaliser provides accurate monitoring and summation of gas and steam flow across industrial processes. It supports mass flow or normalized volume measurement with isolated 4-20mA output, alarm functions, and MODBUS RTU communication for seamless control system integration. The robust design ensures reliable performance in challenging operational environments where precision matters most. This totaliser is ideal for industries requiring precise flow data for operational efficiency, safety compliance, and cost management. Featuring universal power supply, password protection, and comprehensive data logging capabilities, it's suitable for continuous use in manufacturing plants, energy facilities, and processing operations where dependable flow measurement is critical for daily operations and long-term planning. - Monitoring natural gas consumption in manufacturing facilities for energy management and cost tracking - Measuring steam flow in boiler systems to optimize fuel efficiency and ensure safe operation - Summing compressed air usage in industrial plants to identify leaks and reduce operational costs - Tracking biogas flow in waste treatment facilities for process control and environmental reporting - Managing inert gas distribution in chemical processing to maintain precise reaction conditions
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Manas Microsystems Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Gas Flow Totaliser GFT 100 with MODBUS RTU and Data Logging
GFT 100 Gas Flow Totaliser delivers precise industrial gas and steam measurement with MODBUS RTU communication, data logging, and universal power for reliable process monitoring in demanding environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Manas Microsystems Pvt Ltd Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer