undefined

Similar Products







Description
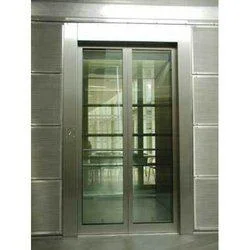
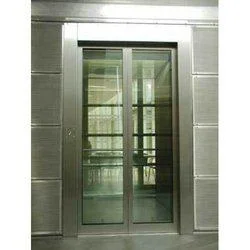
Our industrial freight elevators are engineered for robust performance in demanding factory and warehouse environments. Designed specifically for heavy-duty material handling, thes...
Our industrial freight elevators are engineered for robust performance in demanding factory and warehouse environments. Designed specifically for heavy-duty material handling, these elevators provide reliable vertical transportation for goods, equipment, and industrial materials. Built with durability and safety as primary considerations, they withstand frequent operation under challenging conditions. Each unit features customizable specifications to meet your specific operational needs, from dimensional requirements to load capacities. Supported by quality manufacturing standards and technical expertise, our solutions deliver dependable performance that enhances logistical efficiency in multi-story industrial facilities. These freight elevators serve critical functions across multiple industrial sectors including manufacturing, warehousing, logistics, construction, and large-scale commercial operations. Manufacturing facilities utilize them for moving heavy machinery, raw materials, and production components between different levels. Warehouses and distribution centers depend on these elevators for efficient inventory management and storage optimization. Construction sites benefit from safe transportation of building materials to elevated work areas, while large commercial establishments use them for streamlined stock movement and operational support. Their versatility makes them essential equipment in any setting requiring heavy-load vertical transportation capabilities. Investing in our industrial freight elevators delivers substantial business value through enhanced productivity, reduced labor requirements, and improved workplace safety. Their reliable operation minimizes downtime and maintenance demands, ensuring long-term operational efficiency and cost-effectiveness. The customizable design approach means you receive a solution precisely tailored to your operational requirements, maximizing suitability and return on investment. With a proven track record of quality construction and durable performance, our elevators provide confidence for serious buyers seeking dependable, high-capacity lifting equipment for industrial applications. Key Features: - Heavy-duty steel construction for maximum durability and long service life - Customizable dimensions and load capacities to match specific requirements - Comprehensive safety systems including overload protection and emergency brakes - Efficient motor and control systems for smooth and reliable operation - Flexible integration capabilities with existing infrastructure and workflows Benefits: - Enhanced operational efficiency through streamlined vertical transportation - Reduced manual handling and associated labor costs - Improved workplace safety with advanced protection systems - Long-term reliability with minimal maintenance requirements - Customized solutions that precisely fit your operational needs
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
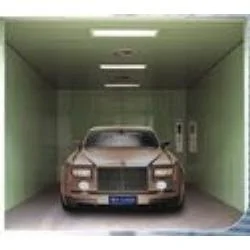
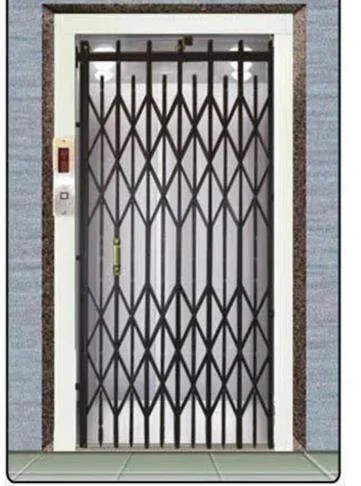
Industrial freight elevators enable seamless vertical transportation of heavy goods, machinery, and materials in multi-story facilities. They streamline operations by reducing manual handling and improving workflow efficiency between different levels. These elevators are engineered to withstand demanding loads and frequent use in challenging industrial environments while maintaining consistent performance. Manufacturing plants, warehousing operations, distribution centers, and large commercial facilities depend on freight elevators for logistical support. They safely transport palletized goods, industrial equipment, raw materials, and finished products across floors. The customizable design options allow businesses to specify size, capacity, and operational features that match their specific operational requirements and space constraints. - Moving heavy machinery and production equipment between manufacturing floors - Transporting palletized inventory and goods in warehouse distribution centers - Lifting construction materials and tools to upper levels at building sites - Facilitating stock movement in large retail spaces and shopping complexes - Handling cargo and shipments efficiently in logistics terminals and ports
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Caro Elevators, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Freight Elevators For Factories And Warehouses
Industrial freight elevators for factories and warehouses provide durable heavy-duty lifting solutions with reliable performance and customizable options for efficient material handling.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Caro Elevators Tamil Nadu, India
Tamil Nadu, India
Manufacturer