₹
Apparel & Fashion
Loading subcategories...
View More
Description
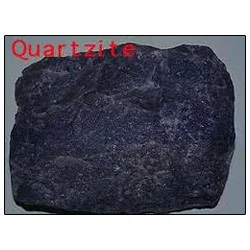
Industrial Black Quartzite is a premium-grade metamorphic rock, distinguished by its high purity and consistent properties, making it an essential raw material for critical manufac...
Industrial Black Quartzite is a premium-grade metamorphic rock, distinguished by its high purity and consistent properties, making it an essential raw material for critical manufacturing sectors. With silica content typically exceeding 98%, this material delivers reliable performance in the most demanding industrial applications. Its characteristic black color signifies minimal impurities, offering superior quality for processes where precision is paramount. The inherent hardness and exceptional thermal stability of black quartzite make it uniquely valuable for high-temperature operations where alternative materials may degrade. This product provides outstanding value, meeting the exacting technical specifications required by industrial operations for consistent, high-quality production output. Multiple heavy industries integrate black quartzite into their core manufacturing processes to ensure product quality and operational efficiency. The steel industry utilizes it extensively as a flux to facilitate slag formation and purify molten metal. Ceramic producers rely on its consistent composition to manufacture products with uniform structural and thermal properties. The glass industry depends on it as a primary silica source for various glass formulations, while foundries incorporate it into molding systems for metal casting. Furthermore, manufacturers of silicon alloys use this quartzite to achieve precise chemical characteristics in alloys destined for electronic, automotive, and industrial applications. Selecting this black quartzite delivers significant operational advantages through guaranteed material reliability and consistent performance. The product's uniform composition ensures predictable results in manufacturing, reducing process variability and minimizing waste. Its high purity level means fewer contaminants in final products, enhancing overall quality and end-user satisfaction. The material's thermal stability and chemical resistance contribute to extended equipment lifespan and lower maintenance costs in high-heat environments. Businesses benefit from a dependable supply of a critical raw material that supports efficient, cost-effective production and helps maintain a competitive edge in the market. Key Features: - Exceptionally high silica content, consistently exceeding 98% - Superior thermal stability for performance in extreme temperature conditions - Consistent chemical and physical composition for predictable manufacturing outcomes - Natural hardness and durability suitable for rigorous industrial applications - Available in various grades to match specific process requirements Benefits: - Ensures high-purity final products by minimizing impurity introduction - Enhances process efficiency and reduces variability in production outputs - Increases equipment longevity in high-temperature applications due to material stability - Provides reliable performance that supports continuous, uninterrupted operations - Delivers consistent quality that helps maintain stringent industry standards
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Black quartzite is a fundamental raw material prized for its high silica content and exceptional thermal stability. It serves as an efficient flux agent in metallurgy and forms the backbone of refractory products that must endure extreme heat. Its uniform chemical composition is critical for precision manufacturing, where material purity directly influences final product quality and process efficiency. This versatile mineral is essential in ceramic formulation, glass production, and silicon alloy fabrication. Industries depend on its durability, chemical inertness, and reliable performance under rigorous operating conditions. From steel mills to specialty glass plants, it provides the consistency required for uninterrupted production, ensuring output meets stringent quality and safety standards without compromise. - As a fluxing agent in iron and steel production to remove impurities and form slag - Manufacturing high-temperature silica refractories for industrial furnaces and kilns - Primary raw material for producing silicon alloys used in metallurgical and chemical processes - Core ingredient in glass manufacturing for containers, flat glass, and technical glass products - Foundry applications for creating casting molds and cores in metal casting operations
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
A. B. Impex Private Limited, Rajasthan
 Rajasthan, India
Rajasthan, India
Construction•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Black Quartzite For Steel Glass Ceramics Silicon Alloys
Premium industrial black quartzite for steel, glass, ceramics, and silicon alloy manufacturing. High-purity material ensures reliable performance and consistent quality for demanding production processes.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
A. B. Impex Private Limited Rajasthan, India
Rajasthan, India
ConstructionManufacturer