undefined

Similar Products






Description
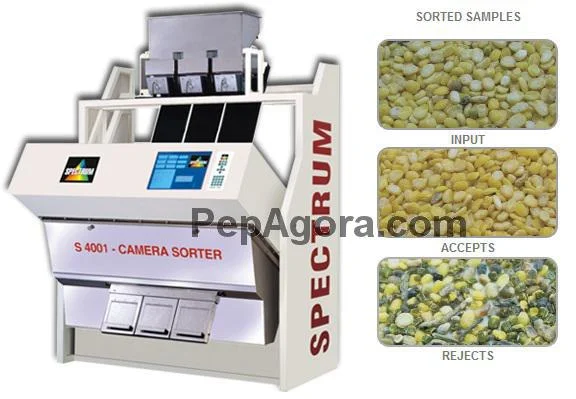
The food grains sorter machine represents cutting-edge optical sorting technology designed specifically for food processing operations. This advanced grain processing equipment uti...
The food grains sorter machine represents cutting-edge optical sorting technology designed specifically for food processing operations. This advanced grain processing equipment utilizes sophisticated optical recognition systems to identify and eliminate defects with exceptional precision. Engineered to handle diverse products including various grains, pulses, and processed food items, the machine ensures superior output quality through accurate color, shape, and size differentiation. The system features an intuitive operational interface that enables quick customization of sorting parameters, adapting efficiently to varying production requirements. With capacity for multiple product configurations, it supports smooth transitions between different processing batches, making it ideal for facilities managing diverse product lines. The robust construction and dependable performance establish this machine as a trusted solution for businesses seeking to enhance product quality and operational productivity. This optical sorter finds extensive application across multiple food processing sectors, including grain milling, snack manufacturing, and pulse processing operations. Within the grain industry, it effectively removes discolored or damaged grains, significantly improving the market quality of rice, wheat, and various lentils. Snack producers rely on the machine to eliminate defective items such as burnt or irregularly shaped biscuits, nuts, and wafers, thereby maintaining consistent brand standards. The equipment proves equally valuable in pulse and seed processing environments where foreign material detection is crucial for safety compliance and quality assurance. Its versatile design facilitates integration into both new installations and existing production setups, serving operations of varying scales. Industries including breakfast cereal production, confectionery manufacturing, and export-focused food processing benefit from its capacity to meet rigorous quality specifications, enhancing product appeal in both domestic and international marketplaces. The food grains sorter machine delivers substantial business value by minimizing product waste, increasing processing yields, and ensuring consistent output quality. Its operational reliability stems from advanced optical sensors and supplementary detection capabilities that identify even minor defects and foreign materials, significantly reducing potential recall risks or customer dissatisfaction. The machine's adaptable configuration options enable businesses to fine-tune sorting parameters according to specific operational needs, providing competitive advantages in quality-focused markets. With straightforward integration and minimal maintenance demands, the equipment offers rapid return on investment through enhanced processing efficiency and reduced manual sorting expenses. The durable construction and consistent performance characteristics make it a long-term asset for operations prioritizing scalability and customer satisfaction, supporting growth in demanding processing environments where quality and reliability are fundamental requirements. Key Features: - Advanced optical sorting technology for precise color, size, and shape recognition - User-friendly operational interface with customizable settings for multiple products - Enhanced detection capabilities for identifying foreign materials including non-metallic contaminants - Space-efficient design enabling straightforward integration into existing or new production lines - High-performance ejection system utilizing air technology for accurate defect removal Benefits: - Improved product quality through precise defect identification and removal - Increased operational efficiency with reduced manual sorting requirements - Enhanced food safety by detecting and eliminating foreign materials - Flexible processing capabilities accommodating various product types and specifications - Reduced operational costs through minimized product waste and higher processing yields
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This advanced food grains sorter machine delivers precise optical sorting across diverse food processing applications. Its sophisticated technology detects and removes defects by color, size, and shape parameters, ensuring only premium quality products advance to packaging stages. The system integrates seamlessly into existing production lines, offering versatile performance for modern food manufacturing requirements across various product types and processing environments. Food processing industries including grain milling, snack production, and pulse processing depend on this sorter for consistent, high-quality output. The machine excels with itemized products like biscuits, nuts, wafers, and coated snacks where visual appearance directly influences market acceptance and consumer confidence. The intuitive interface enables rapid adjustments between different products, supporting efficient short batch runs without sacrificing processing speed or accuracy. - Sorting grains and pulses to eliminate discolored, shriveled, or foreign material contaminants - Quality assurance in snack manufacturing by removing broken, burnt, or misshapen items - Enhancing packaged food visual appeal through uniform color and size consistency in rice and lentils - Detecting and ejecting foreign objects including stones, glass, or plastic from food processing streams - Maintaining product consistency in premium food items like nuts, seeds, and breakfast cereals for quality-conscious markets
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | CHENNAI, MUMBAI | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
FOWLER WESTRUP (INDIA) PVT LIMITED, Karnataka
 Karnataka, India
Karnataka, India
Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Food Grains Sorter Machine With Optical Sorting Technology
Food grains sorter machine uses optical sorting technology for precise quality control in grains, pulses, and processed foods. This reliable solution delivers efficiency and superior defect removal for food processing operations.
Min. Order Quantity: 1 Unit
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
FOWLER WESTRUP (INDIA) PVT LIMITED Karnataka, India
Karnataka, India
Manufacturer