₹
Apparel & Fashion
Loading subcategories...
View More

Description
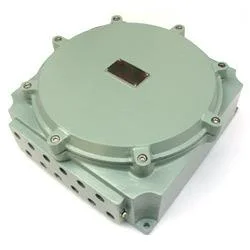
This industrial flameproof weatherproof control station represents precision engineering for hazardous environment applications. Designed to operate reliably in conditions where ex...
This industrial flameproof weatherproof control station represents precision engineering for hazardous environment applications. Designed to operate reliably in conditions where explosive atmospheres, extreme weather, and corrosive elements are present, it delivers consistent performance where safety cannot be compromised. The unit features robust construction using high-quality materials that withstand demanding industrial use while maintaining operational integrity. Its design incorporates multiple safety layers to prevent ignition sources from interacting with flammable substances, ensuring protection for both equipment and personnel in high-risk zones. The control station finds extensive application across critical industries where hazardous conditions are routine. Mining operations utilize it for controlling machinery in areas with combustible dust and gases, while pharmaceutical manufacturers depend on its safety features for sterile but hazardous processing environments. Defense sectors deploy these units for field operations requiring weather resistance and reliability. Oil and gas refineries integrate them into processes handling flammable materials, and chemical plants benefit from their explosion-proof capabilities in volatile production areas. Each industry values the station's compliance with international safety standards and its proven performance record. Businesses investing in this control station gain significant value through enhanced operational safety, reduced maintenance requirements, and long-term reliability. The product's durable construction minimizes downtime by withstanding harsh conditions that would compromise ordinary equipment. Its low-maintenance design translates to reduced operational costs over time, while the reliable performance ensures continuous productivity. The unit's compatibility with various industrial systems allows for seamless integration without requiring extensive modifications, providing immediate operational benefits. This combination of safety, durability, and cost-effectiveness delivers strong return on investment for industrial operations. Key Features: - Flameproof enclosure prevents ignition in explosive atmospheres - Weatherproof design withstands extreme environmental conditions - Robust construction using industrial-grade materials - Intuitive manual control interface for operator convenience - Compliance with international hazardous area safety standards Benefits: - Enhanced operational safety in high-risk environments - Reduced maintenance requirements and associated costs - Long-term reliability ensuring continuous operation - Protection against weather extremes and corrosive elements - Compatibility with various industrial control systems
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial-grade control station provides critical safety in hazardous environments where flammable gases, combustible dust, or extreme weather conditions exist. Its robust construction ensures reliable operation in challenging settings, maintaining performance through moisture, temperature variations, and corrosive elements. The unit offers dependable manual control capabilities where automated systems require human intervention under strict safety protocols. Engineered for versatile industrial deployment, this control station serves multiple sectors with consistent reliability. Its durable enclosure withstands harsh operational demands while maintaining intuitive operation for personnel. The design prioritizes both safety and functionality, making it suitable for integration into complex industrial systems where failure is not an option. - Operating heavy machinery in mining sites with explosive dust atmospheres - Controlling processing equipment in pharmaceutical manufacturing facilities - Managing military equipment operations in extreme weather conditions - Overseeing refinery processes in oil and gas industries with flammable substances - Automating chemical plant functions requiring explosion-proof weather-resistant controls
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Patco Flameproof Products, Maharashtra Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Flameproof Weatherproof Control Station for Hazardous Areas
Industrial flameproof weatherproof control station for hazardous areas delivers reliable performance in extreme conditions. Precision-engineered for mining, pharmaceutical, and defense applications with explosion-proof safety.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Patco Flameproof Products
 Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer