undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our industrial chemical filtration unit represents advanced filtration technology combining a disc-type filter system with a monoblock centrifugal pump engineered for demanding che...
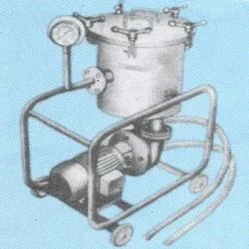
Our industrial chemical filtration unit represents advanced filtration technology combining a disc-type filter system with a monoblock centrifugal pump engineered for demanding chemical applications. Constructed from acid and alkaline resistant materials including polypropylene, rubber, or ebonite rubber, this robust system features a high-impact impeller for exceptional durability and extended service life. The complete assembly is strategically mounted on a heavy-duty trolley, providing superior mobility and positioning flexibility within industrial facilities and processing areas. This intelligent design ensures reliable performance while handling aggressive chemical solutions up to 70°C temperature, though it specifically excludes chrome applications due to material compatibility considerations. The unit delivers versatile performance for diverse industrial filtration requirements across multiple processing sectors. This filtration unit serves critical functions across multiple industries where chemical resistance and reliable filtration performance are essential. In chemical processing facilities, it safely manages corrosive acid and alkaline solutions during production and purification processes. Pharmaceutical manufacturers depend on it for purifying sensitive solutions and maintaining sterile processing conditions. Water treatment operations utilize this unit for industrial wastewater purification and treatment applications, while metal finishing companies employ it for surface treatment processes and solution management. The food processing industry benefits from this unit for production line filtration, ensuring product quality and safety standards are consistently maintained while meeting regulatory compliance requirements across all applications and processing stages. The operational value of this industrial filtration unit lies in its proven reliability, minimal maintenance requirements, and significant efficiency improvements. Companies benefit from durable construction that reduces downtime and extends equipment lifespan, providing excellent return on investment through lower replacement costs. The mobility feature enables flexible deployment across different processing areas, optimizing space utilization and workflow efficiency. The unit's design ensures perfect adaptation to specific operational needs and process requirements, while efficient filtration enhances overall process quality and consistency. This system delivers dependable performance in harsh chemical environments, making it a trusted solution for businesses seeking long-term reliability, operational excellence, and competitive advantage in their processing operations. Key Features: - Acid and alkaline resistant construction using polypropylene, rubber, or ebonite rubber - High-impact impeller design for exceptional durability and extended service life - Mobile trolley mounting for flexible deployment and positioning versatility - Handles chemical filtration applications up to 70°C operating temperature - Robust construction ensuring reliable performance in demanding environments Benefits: - Extended equipment lifespan through durable construction and corrosion resistance - Reduced operational downtime with reliable performance in harsh conditions - Enhanced workflow efficiency through mobile deployment across facilities - Improved process quality with consistent filtration performance - Lower total cost of ownership through reduced maintenance and replacement needs
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial filtration unit efficiently processes aggressive acid and alkaline chemical solutions at temperatures up to 70°C, making it indispensable for chemical manufacturing, pharmaceutical production, water treatment facilities, metal finishing operations, and food processing plants. Its robust construction using resistant materials ensures reliable performance in demanding environments where chemical resistance and operational durability are essential for continuous processing and maintaining production efficiency standards. The mobile trolley-mounted configuration provides exceptional deployment flexibility across various industrial settings and processing areas. Operations benefit from adaptable configurations that meet specific filtration requirements, delivering operational versatility and optimal space utilization. This unit excels in applications demanding precise liquid purification while upholding safety protocols and reliability standards in challenging chemical processing conditions. - Chemical manufacturing plants processing corrosive acid and alkaline solutions - Pharmaceutical facilities purifying sensitive solutions and maintaining sterile conditions - Industrial water treatment systems for purification and wastewater management - Metal surface treatment operations requiring precise filtration control - Food production lines ensuring quality standards through effective filtration
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Amar Industries, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Chemical Filtration Unit With Acid Alkaline Resistant Pump
Industrial chemical filtration unit with acid alkaline resistant pump handles corrosive solutions up to 70°C. Features high-impact impeller and trolley mounting for mobility across chemical processing, pharmaceuticals, water treatment applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Amar Industries Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer