undefined

Similar Products






Description
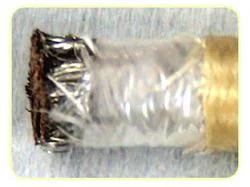
Our premium automotive fiber glass cables represent the pinnacle of high-temperature wiring solutions, specifically engineered for demanding applications where thermal stability ca...
Our premium automotive fiber glass cables represent the pinnacle of high-temperature wiring solutions, specifically engineered for demanding applications where thermal stability cannot be compromised. These cables feature exceptional heat resistance capabilities, operating reliably at temperatures up to 155°C while maintaining optimal electrical performance. The construction utilizes high-quality fiber glass insulation with bare or tinned copper conductors, ensuring minimal outer diameter without sacrificing dielectric properties or flexibility. Manufactured to industrial standards, these cables deliver consistent quality that professionals depend on for critical electrical systems where failure is not an option. These specialized cables serve vital roles across multiple sectors including automotive manufacturing, industrial equipment production, and electrical control systems. The automotive industry relies on them extensively for engine compartment wiring, lighting systems, and internal vehicle electrical networks where elevated temperatures are commonplace. Industrial applications benefit from their reliability in machinery wiring, control panel installations, motor windings, and electrical systems that must perform consistently under thermal stress. The versatility of available sizes from 0.5mm to 1.5mm makes them suitable for various professional applications where space constraints and heat resistance are primary considerations. The inherent business value of these fiber glass cables lies in their ability to reduce maintenance costs, extend service life, and enhance operational safety in high-temperature environments. Their proven reliability translates to minimized downtime and consistent electrical performance, making them a strategic investment for businesses seeking quality components that withstand demanding conditions. Available in standard configurations with color coding options including green, yellow, and red, these cables provide identifiable solutions for complex wiring systems while ensuring compatibility with existing industrial standards and specifications. Key Features: - High heat resistance up to 155°C for extreme temperature environments - Durable construction with bare or tinned copper conductors - Excellent dielectric properties and flexibility without Mylar tape - Minimal outer diameter design for space-constrained applications - Available in multiple standard sizes from 0.5mm to 1.5mm Benefits: - Reliable performance in high-temperature automotive and industrial applications - Extended service life reducing replacement and maintenance costs - Enhanced safety through consistent electrical insulation properties - Versatile sizing options for various electrical system requirements - Industrial-standard quality ensuring dependable long-term operation
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Application | |
| Color | |
| Conductor Material | Copper |
| Gender | Female |
| Insulation Material | P E |
| Type | |
| Supply Type | OEM |
| Type | Cable |
| Material | Fiber Glass |
| Temperature | 155 Degree |
| Length | 100 Meter |
| Conductor | Bare or Tinned Copper Conductor |
| Application | Auto Light, Field Coil, Vehicle Wiring, Auto Head Lights |
| Size | 0.5MM, .075MM, 1.0MM & 1.5MM |
| Usage | Internal Wiring of Vehicles |
| Standard or Non Standard | Industrial Standard |
| Color | Green, Yellow and Red |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our automotive fiber glass cables are engineered specifically for high-temperature environments where reliability is non-negotiable. With exceptional heat resistance up to 155°C and durable copper conductors, these cables maintain consistent electrical performance in demanding conditions. The robust construction ensures long-term reliability while withstanding thermal stress, vibration, and mechanical wear that typically compromise ordinary wiring systems in automotive and industrial settings. These versatile cables serve critical functions across multiple applications where heat resistance and electrical integrity are paramount. Available in standard sizes from 0.5mm to 1.5mm with bare or tinned copper conductors, they provide flexible solutions for various voltage requirements and space constraints. The industrial-standard manufacturing guarantees consistent quality that professionals trust for mission-critical electrical systems requiring dependable performance under extreme operational conditions. - Auto headlight and taillight wiring systems requiring heat resistance - Field coil applications in motors and electrical generators - Internal vehicle wiring for engine compartments and dashboard systems - Industrial control panels and machinery electrical systems - OEM automotive components demanding reliable high-temperature wiring
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Aggarwal Wires, New Delhi
 New Delhi, India
New Delhi, India
Electronics & Electrical•ManufacturerTrading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Eastern Asia
South Asia
Southeast Asia
Automotive Fiber Glass Cable 155C Copper Conductor 0.5 1.5MM
Automotive fiber glass cable with 155C heat resistance and copper conductor in 0.5-1.5mm sizes for reliable vehicle wiring systems and OEM applications requiring durable high-temperature performance.
Min. Order Quantity: 1 Meter
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aggarwal Wires New Delhi, India
New Delhi, India
Electronics & ElectricalManufacturer