undefined

Similar Products







Description
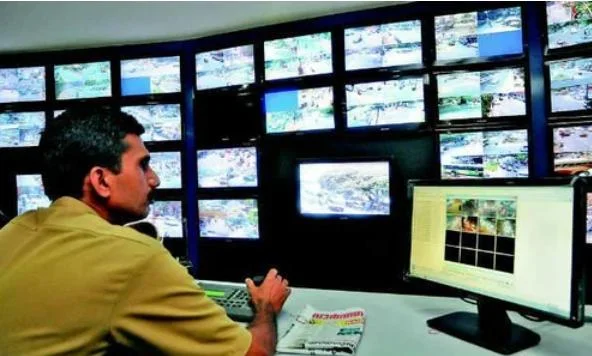
Our industrial surveillance system represents the pinnacle of factory security technology, engineered specifically for demanding manufacturing and warehouse environments. This comp...
Our industrial surveillance system represents the pinnacle of factory security technology, engineered specifically for demanding manufacturing and warehouse environments. This comprehensive solution combines high-definition CCTV cameras with advanced network video recorders and intelligent monitoring software to deliver uninterrupted security coverage across your entire facility. The system's robust architecture ensures reliable performance in challenging industrial conditions, featuring weatherproof cameras capable of withstanding dust, moisture, and temperature variations. With remote access capabilities via mobile and desktop platforms, management teams can monitor operations in real-time from any location, ensuring constant oversight of critical assets and processes. The integration of motion detection, night vision, and alarm systems provides immediate notification of unusual activities, enabling swift response to potential security breaches. This surveillance system finds extensive application across multiple industrial sectors, particularly in apparel manufacturing where it monitors production lines, quality control stations, and inventory storage areas. Warehousing and logistics operations utilize the system for tracking inventory movement, securing high-value materials, and monitoring loading docks. Manufacturing facilities benefit from its ability to oversee assembly processes, equipment operation, and worker safety compliance. The technology serves textile mills, garment factories, and distribution centers by providing visual documentation of operations, supporting quality assurance protocols, and ensuring adherence to industry standards and regulations. The business value of this surveillance solution extends far beyond basic security, delivering tangible returns through improved operational efficiency and risk mitigation. By preventing theft and unauthorized access, companies protect valuable assets and reduce financial losses. The system's reliability is demonstrated through its durable construction and consistent performance in 24/7 operational environments. Customization options allow businesses to tailor the surveillance network to their specific layout and security requirements, ensuring optimal coverage of critical areas. The technology supports business continuity by providing visual records for incident investigation and process optimization, while the remote monitoring capabilities reduce the need for physical security patrols, lowering operational costs. Key Features: - High-definition cameras with night vision capability - Remote monitoring via mobile and desktop platforms - Motion detection with instant alert notifications - Weatherproof and dust-resistant camera housing - Scalable system supporting multiple camera connections Benefits: - Enhanced asset protection and theft prevention - Improved operational visibility and process monitoring - Reduced security costs through automated surveillance - Compliance with industrial safety standards - Customizable configurations for specific facility layouts
Specifications
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
This robust surveillance system delivers comprehensive security coverage across industrial environments, from production floors to storage areas. Its advanced monitoring capabilities ensure constant visibility over critical operations, helping maintain security protocols and operational integrity throughout your facility. The system's flexible configuration adapts to various industrial layouts, providing tailored security solutions that grow with your business needs. Manufacturing plants benefit from continuous monitoring of assembly lines and equipment, while warehouses utilize the system for inventory protection and access control. Logistics centers employ these surveillance solutions for shipment tracking and perimeter security, ensuring complete supply chain visibility. The technology supports compliance with industrial safety standards while deterring theft and unauthorized access across all operational zones. Real-world applications: Real-world applications: - Monitor production lines and manufacturing processes in real-time - Secure warehouse inventory and prevent material theft - Control access points and monitor employee movement in factories - Oversee logistics operations and shipping/receiving areas - Ensure compliance with safety regulations and audit requirements
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Coimbatore, Tamil Nadu, India | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile

Elixir Electronics, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Electronics & Electrical•ManufacturerTrading CompanyImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Industrial Surveillance System HD Cameras Remote Monitoring Motion Detection
Industrial-grade factory surveillance system with HD cameras, remote monitoring, and motion detection for 24/7 security, asset protection, and process monitoring in manufacturing facilities and warehouses.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Elixir Electronics
 Tamil Nadu, India
Tamil Nadu, India
Electronics & ElectricalManufacturer