undefined

Similar Products






Description
Ethyl Cellosolve, known chemically as 2-ethoxyethanol, represents a high-performance industrial glycol ether solvent with exceptional coupling capabilities and superior solubility ...
Ethyl Cellosolve, known chemically as 2-ethoxyethanol, represents a high-performance industrial glycol ether solvent with exceptional coupling capabilities and superior solubility characteristics. Since 1971, we have consistently supplied quality Ethyl Cellosolve to businesses worldwide, maintaining rigorous quality control throughout production and distribution. This versatile solvent demonstrates excellent compatibility with both aqueous and organic compounds, making it an indispensable component in numerous chemical formulations. Our product consistently meets industry standards for purity and performance, ensuring dependable results in even the most demanding industrial applications. We provide flexible packaging solutions including bags, sealed barrels, and bulk tanker loads to accommodate production requirements of all scales while preserving product integrity throughout the supply chain. The manufacturing sector extensively utilizes Ethyl Cellosolve across multiple industries due to its technical advantages and reliable performance. In paints and coatings manufacturing, it functions as a primary solvent that enhances film formation and improves application characteristics. The printing industry incorporates it into ink formulations to achieve precise viscosity control and optimal drying performance. Industrial cleaning product manufacturers depend on its effectiveness in removing stubborn greases, oils, and industrial soils. Automotive component producers utilize it in brake fluid and cooling system formulations, while agricultural chemical manufacturers value its ability to improve pesticide distribution and effectiveness. This broad industrial adoption demonstrates the product's fundamental role in modern manufacturing processes across diverse sectors. Businesses selecting our Ethyl Cellosolve gain substantial operational advantages through reliable supply chain partnerships and unwavering product quality. Our established distribution network ensures timely delivery and consistent inventory availability, minimizing production interruptions and scheduling challenges. The product's proven performance characteristics reduce formulation complications and quality control variances, ultimately lowering total operational costs. With decades of industry expertise, we provide comprehensive technical support that helps clients optimize their manufacturing processes and product performance. This commitment to customer satisfaction and product reliability has established us as a trusted supplier for businesses that require uncompromising quality in their raw materials and supply consistency. Key Features: - High purity grade suitable for demanding industrial applications - Excellent coupling properties for water and organic systems - Controlled evaporation rate for predictable processing times - Consistent quality maintained through rigorous testing protocols - Flexible packaging options from bags to tanker loads Benefits: - Enhanced formulation stability and performance consistency - Improved solubility and compatibility in mixed systems - Predictable processing characteristics and drying times - Reduced quality variations and production rejections - Scalable supply options matching production volume requirements
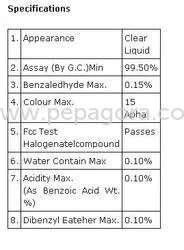
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Ethyl Cellosolve serves as a versatile industrial solvent with excellent coupling properties for both water-based and organic systems. It effectively dissolves resins, oils, and greases while reducing surface tension in formulations, making it essential for creating stable, homogeneous mixtures across various chemical applications where consistent performance is critical for manufacturing processes and end-product quality assurance. This solvent is particularly valued for its controlled evaporation rate and ability to improve flow and leveling characteristics in finished products. Industries depend on its predictable behavior in formulations ranging from architectural coatings to industrial cleaning solutions. Its balanced properties ensure reliable performance in both production processes and final product functionality, establishing it as a preferred choice for technical applications requiring precision and consistency. - Formulating water-based paints and coatings to enhance film formation and application properties - Manufacturing printing inks to achieve optimal viscosity and controlled drying characteristics - Producing industrial and household cleaning solutions for effective grease and oil removal - Creating automotive formulations including brake fluids and cooling system products - Developing agricultural chemical formulations for improved pesticide efficacy and coverage
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
A. S. Joshi & Company, Maharashtra
 Maharashtra, India
Maharashtra, India
Distributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Ethyl Cellosolve Solvent For Paints Coatings Cleaners
Industrial Ethyl Cellosolve solvent for paints, coatings, and cleaners offers reliable bulk supply since 1971 with consistent quality for chemical manufacturing applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
A. S. Joshi & Company Maharashtra, India
Maharashtra, India
Distributor / Wholesaler






