undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Our industrial essential oil extraction systems provide comprehensive solutions for businesses requiring precision, reliability, and consistent quality output. These professional s...
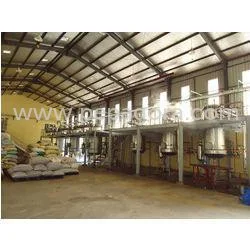
Our industrial essential oil extraction systems provide comprehensive solutions for businesses requiring precision, reliability, and consistent quality output. These professional systems specialize in extracting pure essential oils from various botanical sources using advanced steam distillation technology. Each system is designed to ensure compliance with international industrial standards, delivering optimal purity and yield for pharmaceutical, perfumery, herbal, and food industry applications. Our approach focuses on scalable solutions that allow businesses to adapt the systems to their specific production requirements and raw material characteristics while maintaining uncompromised quality standards throughout the extraction process. These extraction systems serve critical functions across multiple industries where purity and consistency are fundamental requirements. Pharmaceutical manufacturers utilize our technology for producing active ingredients and medicinal compounds with guaranteed purity levels. Perfumery and fragrance producers rely on our systems for creating premium scents and aromatic compounds that meet luxury market specifications. Herbal supplement manufacturers benefit from our extraction capabilities for botanical extracts, while food and beverage companies use our systems for natural flavoring compounds. The cosmetic industry depends on our technology for high-quality skincare and beauty product ingredients that require consistent quality and reliable performance in final product formulations. Our essential oil extraction systems deliver significant business value through operational reliability, production efficiency, and reduced operational complexity. We provide complete solutions from design to implementation, ensuring seamless integration into existing manufacturing processes without disruption. The systems are built with industrial-standard compliance and come with comprehensive technical support, minimizing downtime and maximizing production efficiency. Businesses benefit from scalable production capabilities that grow with their operational needs, ensuring long-term value and sustainable return on investment. The guaranteed high-purity output meets the most stringent quality requirements across all target industries, providing confidence and operational assurance for serious industrial buyers. Key Features: - Advanced steam distillation technology for optimal purity and yield - Industrial-grade construction for reliable long-term operation - Scalable production capabilities for growing business needs - Compliance with international industrial standards and regulations - Seamless integration with existing manufacturing processes Benefits: - Consistent high-purity output meeting industry quality standards - Reliable performance with minimal operational downtime - Efficient production processes optimizing yield and quality - Scalable solutions supporting business growth and expansion - Comprehensive technical support ensuring operational continuity
Specifications
| Attribute | Value |
|---|---|
| Condition | |
| Automatic Grade | |
| Brand Name | |
| Power(W) | |
| Certification | |
| Usage | Essential oil |
| Type | |
| Voltage |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our essential oil extraction systems are engineered for high-purity output across diverse industrial applications, supporting various botanical materials and extraction methods. Designed for seamless integration into existing production lines, they ensure consistent quality and compliance with international standards across pharmaceutical, perfumery, herbal, and food sectors. These units offer operational flexibility while maintaining the highest purity standards and reliable performance with minimal operational downtime. Built for scalable production demands, these systems accommodate multiple extraction techniques and raw material types. Businesses achieve efficient manufacturing processes that meet strict quality requirements while optimizing yield and purity. The technology supports reliable industrial extraction needs across various markets, providing consistent results for serious buyers who require dependable performance and quality assurance in their production operations. - Pharmaceutical active ingredient extraction and purification processes - Perfumery and luxury fragrance manufacturing for premium scent production - Herbal supplement and botanical extract manufacturing for wellness products - Food and beverage natural flavoring compounds and ingredient production - Cosmetic and skincare ingredient formulation for beauty product manufacturing
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Pharmac Technologies Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Food & Agriculture•ManufacturerTrading CompanyImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Essential Oil Extraction Systems For Pharmaceutical Perfumery Herbal Food
Industrial essential oil extraction systems deliver high-purity output for pharmaceutical, perfumery, herbal, and food applications with reliable performance and scalable production capabilities.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Pharmac Technologies Pvt Ltd Maharashtra, India
Maharashtra, India
Food & AgricultureManufacturer