undefined

Similar Products







Description
The Edwards Industrial Vacuum Pump represents precision engineering from England, designed for operations requiring dependable vacuum technology. This oil-lubricated direct drive u...
The Edwards Industrial Vacuum Pump represents precision engineering from England, designed for operations requiring dependable vacuum technology. This oil-lubricated direct drive unit delivers 2 m3/hr capacity through efficient double-stage operation, ensuring consistent performance across various industrial applications. Manufactured to Edwards' established quality standards, these pumps provide exceptional durability and reliable service. The robust construction and thoughtful engineering make these units suitable for continuous operation in demanding environments where equipment failure is not an option. These vacuum pumps serve essential functions across multiple industrial sectors including pharmaceutical manufacturing where they help maintain controlled environments, food processing operations for packaging preservation, and electronics production for circuit board fabrication. Research laboratories utilize them for analytical equipment support, while industrial facilities integrate them into automated production systems. The double-stage configuration makes them particularly effective for applications requiring deeper vacuum levels than single-stage pumps can achieve, providing versatile solutions for production lines, quality testing stations, and maintenance operations across diverse industries. The operational value of Edwards Vacuum Pumps extends beyond basic functionality to include long-term cost savings and reliability advantages. The sturdy construction minimizes operational downtime while the direct drive design reduces energy consumption compared to belt-driven alternatives. The proven reliability of Edwards engineering ensures reduced maintenance requirements and extended service intervals, delivering significant total cost of ownership benefits that informed buyers consider when selecting industrial equipment. These pumps provide consistent performance that protects your production schedules and maintains quality standards. Key Features: - Manufactured in England following international quality standards - 2 m3/hr capacity suitable for medium-scale vacuum requirements - Oil-lubricated direct drive system for efficient power transmission - Double-stage design capable of achieving deeper vacuum levels - Durable construction engineered for extended service life Benefits: - Consistent performance across continuous operation cycles - Reduced energy consumption through efficient direct drive design - Lower maintenance requirements with reliable oil-lubricated system - Versatile application across multiple industrial sectors - Long operational lifespan with minimal performance degradation
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Edwards Vacuum Pumps operate reliably in demanding industrial settings where consistent vacuum pressure is essential. The double-stage design with oil lubrication ensures stable performance in continuous-duty applications across manufacturing plants, research laboratories, and processing facilities. These units maintain consistent operation with minimal maintenance requirements, making them suitable for environments where equipment reliability directly impacts production outcomes. The direct drive mechanism provides energy-efficient operation while reducing mechanical complexity, enabling seamless integration into automated production systems. With 2 m3/hr capacity, these pumps serve as dependable solutions for small to medium-scale operations in pharmaceutical production, food packaging lines, and electronics manufacturing where precision vacuum control and operational uptime are critical success factors. - Removing air from sealed systems during HVAC and refrigeration manufacturing processes - Creating controlled vacuum environments for product testing in aerospace and automotive sectors - Evacuating air from packaging machinery to preserve product freshness in food processing - Supporting sensitive laboratory equipment including freeze dryers and analytical instruments - Operating vacuum holding systems for secure workpiece positioning in CNC machining operations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Apex Technology, Gujarat
 Gujarat, India
Gujarat, India
Electronics & Electrical•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
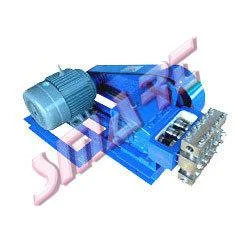
Industrial Edwards Vacuum Pump 2 m3/hr Oil Lubricated Direct Drive
Edwards Industrial Vacuum Pump delivers 2 m3/hr performance with oil-lubricated direct drive and double-stage efficiency. Built in England for reliability across manufacturing and laboratory applications requiring consistent vacuum pressure.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Apex Technology Gujarat, India
Gujarat, India
Electronics & ElectricalManufacturer