undefined
Apparel & Fashion
Loading subcategories...
View More

Description
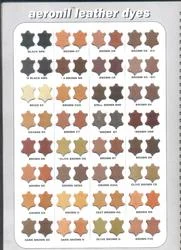
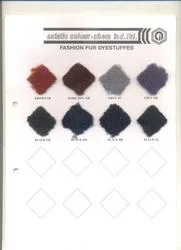
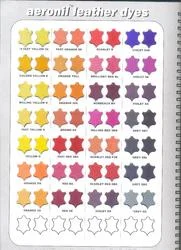
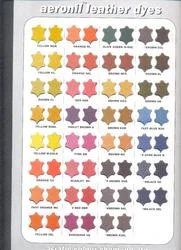
Our specialized wool dyes represent the pinnacle of color technology for natural protein fibers. Formulated using advanced acid dye chemistry, these dyes create strong molecular bo...
Our specialized wool dyes represent the pinnacle of color technology for natural protein fibers. Formulated using advanced acid dye chemistry, these dyes create strong molecular bonds with wool fibers, ensuring deep penetration and uniform color distribution. The result is vibrant, rich shades that maintain their brilliance through multiple wash cycles and exposure to environmental factors. Unlike conventional dyes, our formulation ensures excellent leveling properties, eliminating patchiness and streaking for consistent results across different production batches. The dyes perform reliably in various water conditions and are compatible with standard industrial dyeing equipment, making them suitable for both exhaust and continuous dyeing processes. This versatility allows textile manufacturers to achieve premium quality results while maintaining production efficiency and cost-effectiveness. These wool dyes serve multiple industries that work with wool and wool-blend materials. The fashion and apparel industry utilizes them for creating high-end woolen garments, including sweaters, suits, and winter collections where color consistency and fastness are paramount. Carpet manufacturers depend on these dyes for producing durable floor coverings that resist fading from foot traffic and sunlight exposure. The home furnishing sector applies them to blankets, upholstery fabrics, and decorative textiles requiring long-lasting color performance. Additionally, technical textile producers use these dyes for automotive interiors and specialty fabrics where color stability under varying temperature and humidity conditions is essential. The compatibility with wool-nylon and wool-silk blends expands their application across diverse product categories. The business value of these wool dyes extends beyond mere coloration to delivering tangible operational advantages. Manufacturers benefit from reduced dye consumption due to excellent exhaustion rates, leading to cost savings and environmental benefits through lower effluent load. The consistent performance minimizes production rejects and re-dyeing requirements, enhancing overall manufacturing efficiency. Reliability is built into every batch through rigorous quality control measures that ensure shade reproducibility and performance consistency. Customization options allow businesses to develop proprietary colors that differentiate their products in competitive markets. The technical support and color matching services further strengthen the partnership between dye suppliers and manufacturers, creating long-term value through improved product quality and brand reputation in the marketplace. Key Features: - Advanced acid dye chemistry for strong wool fiber bonding - Excellent leveling properties preventing streaking and patchiness - Superior wash fastness and light fastness ratings - Compatibility with wool-nylon and wool-silk blended fabrics - Consistent performance across various water conditions and dyeing methods Benefits: - Vibrant, uniform colors that enhance product appeal and value - Reduced dye consumption through high exhaustion rates - Lower production costs by minimizing rejects and reworks - Extended product lifespan through color durability - Custom color development for brand differentiation
Specifications
| Additional Information | |
|---|---|
| SKU | ACC-DW-08 |
| Country of Origin | 106 |
| Customisable | No |
Application
Our high-performance wool dyes are engineered for diverse textile applications, ensuring brilliant color penetration across wool fibers, yarns, and blended fabrics. They deliver exceptional results in both batch and continuous dyeing processes, maintaining consistency across different production scales and water conditions. These dyes are specially formulated to bond strongly with wool proteins, providing lasting vibrancy even in demanding environments. Industries ranging from luxury fashion to durable carpet manufacturing rely on these dyes for their reliability and color fastness. Suitable for wool-nylon and wool-silk blends, they enable manufacturers to create products that withstand frequent washing, sunlight exposure, and mechanical stress. The uniform dye distribution ensures premium finish quality across all production lots, making them ideal for brands that prioritize consistency and durability in their wool-based products. Real-world applications: Real-world applications: - Manufacturing premium woolen apparel including sweaters, suits, and winter wear - Industrial dyeing of carpets and rugs for residential and commercial spaces - Production of wool blankets and home textiles requiring color fastness - Creating fashion accessories like scarves and shawls from wool blends - Dyeing upholstery fabrics and automotive textiles using wool materials
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Asiatic Colour Chem Industries Limited, Gujarat Gujarat, India
Gujarat, India
Raw Materials & Chemicals•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Main Markets
Domestic
SKU: ACC-DW-08
Premium Wool Dyes Vibrant Colors Superior Wash Fastness Uniform Dyeing
Premium wool dyes delivering vibrant colors, superior wash fastness, and uniform dyeing for textiles, apparel, and carpets. Trusted by B2B manufacturers for consistent quality and reliable performance in industrial applications.
Min. Order Quantity: 25 Kilogram
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Asiatic Colour Chem Industries Limited
 Gujarat, India
Gujarat, India
Raw Materials & ChemicalsManufacturer