undefined

Similar Products






Description
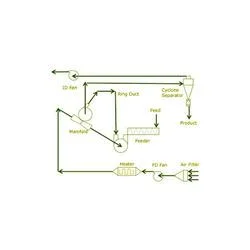
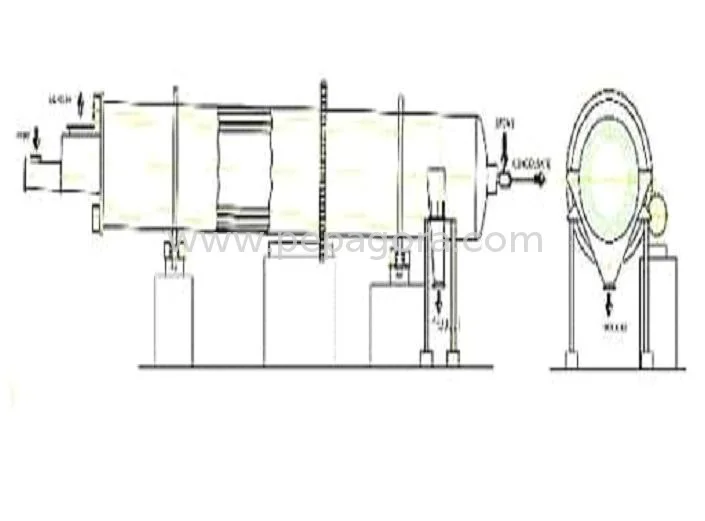
Our industrial drying device represents advanced moisture removal technology engineered for manufacturing environments requiring reliable and efficient drying solutions. This syste...
Our industrial drying device represents advanced moisture removal technology engineered for manufacturing environments requiring reliable and efficient drying solutions. This system utilizes sophisticated heating elements and optimized airflow technology to achieve consistent drying results across various materials and production volumes. The unit features durable construction with corrosion-resistant components, ensuring long service life even in challenging industrial settings. With flexible sizing and configuration options, businesses can implement drying solutions that match their specific operational requirements while maintaining high performance standards and energy efficiency. This drying equipment serves critical functions across multiple industries where moisture control directly impacts product quality, safety, and shelf life. In textile manufacturing, it ensures uniform drying of fabrics after dyeing and finishing processes. Food processing facilities depend on it for dehydrating fruits, vegetables, and grains while preserving nutritional quality and flavor. Pharmaceutical manufacturers utilize the precision drying capabilities for moisture-sensitive medications and active ingredients. The chemical industry relies on these systems for drying various raw materials and finished compounds, while automotive producers use them for drying components after cleaning or coating operations. The operational value of our drying system extends beyond basic moisture removal to deliver significant business advantages. Companies benefit from reduced energy consumption through intelligent heat management systems and precise temperature control. The equipment's reliability minimizes production interruptions and maintenance requirements, while consistent drying performance ensures product quality standards and reduces material waste. These combined factors contribute to a strong return on investment through enhanced operational efficiency, lower running costs, and improved product quality that meets industry specifications and customer quality expectations. Key Features: - Advanced heating technology for uniform temperature distribution - Customizable sizing and configuration for specific production needs - Corrosion-resistant construction for durability in industrial environments - Precision moisture control systems for optimal drying performance - Energy-efficient operation with heat recovery capabilities Benefits: - Reduced energy consumption through efficient heat management - Minimal production downtime with reliable operation - Consistent product quality with precise moisture control - Long service life with durable, corrosion-resistant construction - Flexible configuration options for various production requirements
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial drying equipment provides consistent moisture removal across manufacturing sectors where precise drying is essential. The system features advanced temperature management and adaptable configurations to meet specific production requirements while maintaining operational efficiency and reducing energy consumption during continuous operation. This drying solution serves industries requiring controlled moisture removal for quality assurance and regulatory compliance. From bulk material processing to precision component drying, our equipment integrates seamlessly with existing production systems while minimizing operational costs and maximizing throughput efficiency in demanding industrial environments. - Textile manufacturing for drying fabrics and yarns after dyeing and finishing processes - Food processing facilities for dehydrating fruits, vegetables, grains and food ingredients - Pharmaceutical production for moisture removal from powders, tablets and raw materials - Chemical industry for drying compounds, raw materials and finished chemical products - Automotive manufacturing for drying components after cleaning or coating applications
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Beijing Holland Tech Co. Limited, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•Distributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Drying Device For Moisture Removal In Manufacturing
Industrial drying device for efficient moisture removal in manufacturing processes. Customizable solutions for textiles, food processing, pharmaceuticals, and chemicals. Reliable performance with energy-efficient operation.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Beijing Holland Tech Co. Limited Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryDistributor / Wholesaler
