undefined

Similar Products






Description
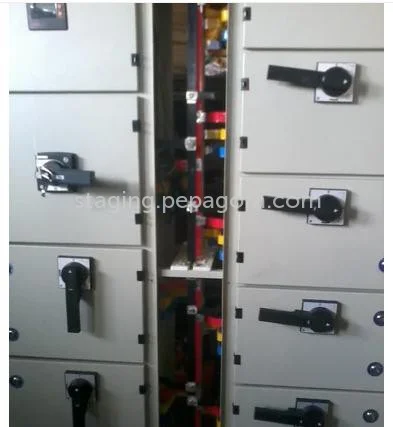
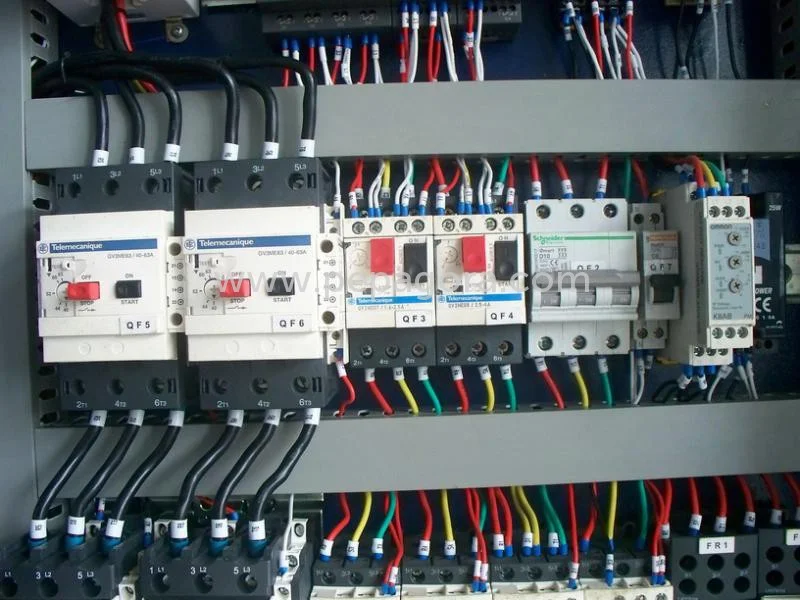
Industrial automation drive panels represent sophisticated electrical control systems designed specifically for motor management and protection in industrial environments. These in...
Industrial automation drive panels represent sophisticated electrical control systems designed specifically for motor management and protection in industrial environments. These integrated units combine variable frequency drives, circuit protection devices, and control components within organized enclosures. They deliver precise command over motor operations including speed regulation, torque control, and directional management while ensuring electrical safety and equipment longevity. Engineered to withstand demanding industrial conditions, these panels feature robust construction that provides reliable protection against environmental factors such as dust, moisture, and temperature fluctuations. The integration of quality components and proper wiring configurations ensures consistent performance with minimal maintenance requirements, making them a dependable solution for continuous industrial operations. These drive panels serve essential functions across multiple industrial sectors including manufacturing, water management, building systems, and material transportation. Manufacturing facilities utilize them for controlling conveyor systems, automated assembly lines, and processing machinery. Water treatment plants depend on these panels for precise pump control and flow regulation in filtration and distribution systems. Commercial buildings incorporate them into HVAC operations for compressor and fan management. The automotive industry employs these systems in production machinery and automated manufacturing processes. Their versatility supports applications ranging from simple motor control to complex automated processes involving multiple drives and programmable logic controller integration. Investing in quality industrial drive panels delivers substantial operational value through enhanced efficiency and reduced equipment downtime. These systems optimize motor performance while significantly lowering energy consumption through intelligent speed control mechanisms. Their inherent reliability minimizes production interruptions and decreases maintenance expenses over the equipment lifecycle. Integrated protection features prevent costly motor damage and extend operational lifespan, contributing to lower total cost of ownership. The adaptability of these systems ensures compatibility with specific application requirements, eliminating integration challenges. Organizations benefit from streamlined operations, improved safety compliance with industrial standards, and enhanced productivity through consistent motor performance. Key Features: - Durable enclosure construction with IP54 or higher protection rating - Integrated variable frequency drives for accurate motor speed control - Comprehensive electrical protection against overload and short circuit conditions - Configurable setup for specific voltage and power requirements - Compatibility with multiple industrial communication protocols including Modbus and Profibus Benefits: - Enhanced motor protection extending equipment service life - Improved energy efficiency through optimized speed control - Reduced maintenance requirements and operational downtime - Consistent performance in challenging industrial environments - Seamless integration with existing automation systems
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial automation drive panels deliver precise motor control and protection across various industrial settings. These systems manage speed, torque, and direction while providing essential safeguards against electrical faults and overload conditions. Their robust construction ensures reliable operation even in challenging environments where dust, moisture, and temperature variations are common concerns for equipment performance and longevity. These control solutions serve critical functions in manufacturing, water treatment, HVAC, and material handling industries. They integrate seamlessly with existing automation systems including PLCs and sensors for comprehensive process control. Facilities depend on these panels for maintaining consistent operations, reducing energy consumption, and minimizing unexpected downtime that can disrupt production schedules and impact overall efficiency. - Regulating conveyor belt speeds in packaging and distribution facilities - Controlling pump operations in municipal water treatment plants - Managing fan and compressor drives in commercial HVAC installations - Operating processing equipment in food manufacturing plants - Controlling motorized systems in automotive assembly lines
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Arcus Automation Private Limited, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Electronics & Electrical•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Automation Drive Panels For Motor Control And Protection
Industrial automation drive panels provide reliable motor control and protection for manufacturing plants, OEMs, and system integrators requiring durable performance in demanding industrial environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Arcus Automation Private Limited Tamil Nadu, India
Tamil Nadu, India
Electronics & ElectricalManufacturer

