undefined

Similar Products







Description
Our industrial double rope drum gate hoists represent the peak of heavy-load lifting technology, engineered for applications where reliability and precision are absolutely essentia...
Our industrial double rope drum gate hoists represent the peak of heavy-load lifting technology, engineered for applications where reliability and precision are absolutely essential. These robust systems employ a dual rope drum mechanism that guarantees balanced load distribution and smooth operational performance, capable of managing capacities from 1 to 100 tonnes. The hoists operate through automatic systems or remote control, providing operational flexibility for diverse environmental conditions. Unlike hydraulic cylinders or screw systems that struggle with long unsupported stems and rod length restrictions, our drum gate hoists maintain consistent performance even under the most challenging operational circumstances. The design enables gates to close efficiently using their own weight, ensuring safety and operational efficiency in critical infrastructure applications where failure is not an option. These hoists serve critical functions across multiple sectors including water resource management, energy generation, maritime operations, and heavy industrial manufacturing. In water management, they control spillway gates in dams and hydroelectric facilities, managing water flow with exceptional precision. Maritime industries utilize them for operating lock gates in navigation channels and port facilities, while manufacturing plants depend on them for heavy industrial doors and safety barriers. The construction and infrastructure sector employs these hoists in large-scale projects requiring reliable heavy-load movement and positioning. Their adaptability makes them suitable for both new installations and upgrading existing systems where traditional lifting mechanisms have demonstrated inadequacy or reliability concerns. The business value of our double rope drum gate hoists lies in their exceptional reliability and performance consistency. Each unit is manufactured to meet rigorous industrial standards, ensuring optimal suitability for intended applications and operational requirements. The robust construction minimizes maintenance demands and extends operational lifespan, significantly reducing total cost of ownership over the equipment's service life. These hoists provide enhanced operational safety through controlled descent mechanisms and integrated fail-safe features, protecting both personnel and valuable infrastructure. Their capability to perform reliably in environments where other systems fail makes them a strategic investment for operations requiring dependable heavy-load handling solutions. The performance consistency ensures maximum operational efficiency and return on investment for critical lifting applications. Key Features: - Dual rope drum design for balanced load distribution and operational safety - Capacity range from 1 to 100 tonnes accommodating various industrial requirements - Automatic operation and remote control capability for operational flexibility - Engineered for specific project requirements and operational constraints - Heavy-duty construction suitable for demanding environments and applications Benefits: - Enhanced safety through balanced load distribution and controlled operation - Versatile capacity range meets diverse industrial lifting requirements - Operational flexibility through multiple control options and automation - Reduced maintenance needs and extended equipment service life - Reliable performance in challenging environmental conditions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Double rope drum gate hoists deliver exceptional performance in heavy-load lifting scenarios where conventional systems prove inadequate. Their robust engineering handles capacities from 1 to 100 tonnes, making them perfect for large-scale industrial operations demanding precision and reliability. These hoists function automatically or through remote control, offering operational flexibility across various challenging environments where hydraulic or screw mechanisms face limitations. These hoists excel in applications involving extended unsupported stems and extreme weight conditions. They are specifically designed for vertical lifting operations where gate closure is achieved through controlled descent utilizing the gate's own weight. This makes them essential for infrastructure development, water management systems, and industrial facilities requiring dependable performance under substantial mechanical stress and demanding operational conditions. - Operating large spillway gates in dams and hydroelectric facilities for precise water flow management - Handling massive industrial doors and barriers in manufacturing plants and storage facilities - Managing lock gates in navigation channels and maritime infrastructure developments - Controlling floodgates and water diversion systems in civil engineering projects - Operating heavy security gates and barriers in high-security installations and critical facilities
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Kran Mac Engineers, Haryana
 Haryana, India
Haryana, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
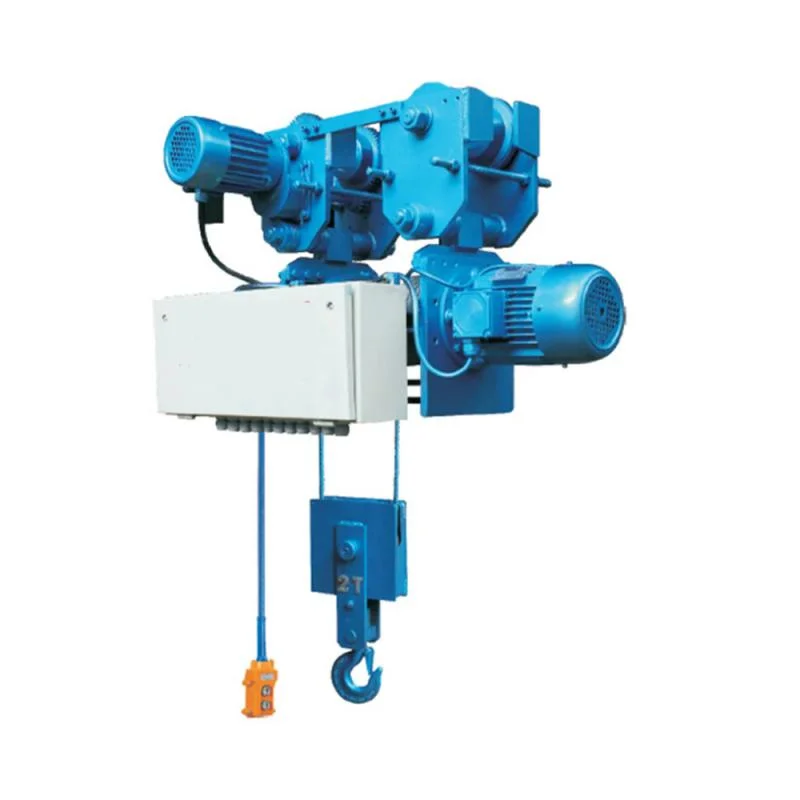
Industrial Double Rope Drum Gate Hoists 1 100 Tonnes Automatic Remote
Industrial Double Rope Drum Gate Hoists 1-100 Tonnes capacity with automatic or remote operation for heavy-duty lifting in demanding industrial environments and infrastructure projects requiring reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Kran Mac Engineers Haryana, India
Haryana, India
Industrial Equipment & MachineryManufacturer




