undefined

Similar Products






Description
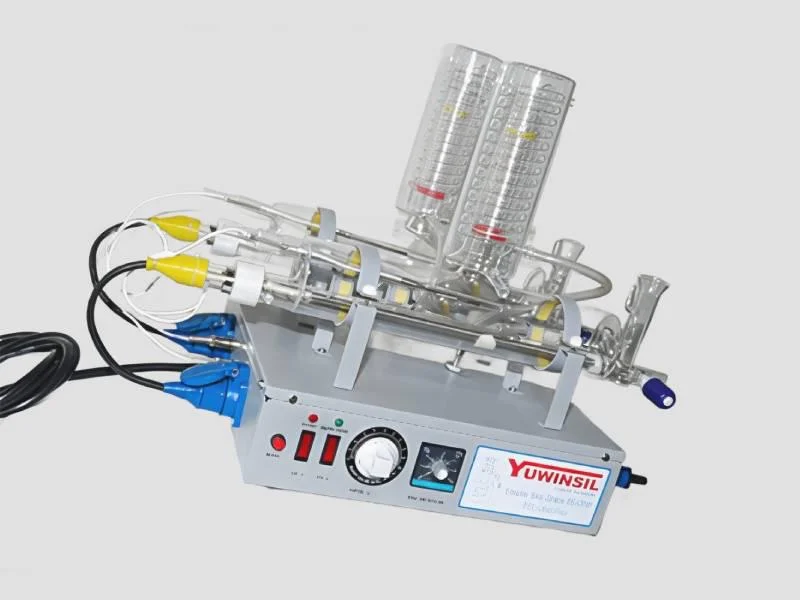
Our industrial distillation systems are precision-engineered for demanding separation and purification processes, specifically designed to handle heavy viscous or tarry compounds w...
Our industrial distillation systems are precision-engineered for demanding separation and purification processes, specifically designed to handle heavy viscous or tarry compounds with exceptional efficiency. These systems facilitate the separation of one or more substances through advanced fractional distillation, solvent recovery, and fractionation techniques. Built with robust materials and engineered for reliability, they ensure consistent performance across diverse applications, from chemical processing to pharmaceutical manufacturing. Each system is developed to meet specific operational requirements, providing dependable output quality and adaptability to various production environments. With a focus on durability and precision, our distillation solutions support continuous operations while maintaining high standards of safety and operational efficiency. These distillation systems are widely utilized in industries such as pharmaceuticals, petrochemicals, essential oils, and agrochemicals. In pharmaceutical manufacturing, they are critical for solvent recovery and the purification of active ingredients, ensuring product purity and compliance. Petrochemical refineries rely on them for fractionating crude oil derivatives into high-purity products like fuels and lubricants. The essential oil industry uses these systems for extracting and refining volatile aromatic compounds from botanical materials. Additionally, agrochemical producers employ them to process heavy viscous compounds into refined pesticides and fertilizers. Their versatility and robust design make them indispensable in any sector requiring precise, reliable separation and purification of complex industrial mixtures. Investing in our distillation systems delivers significant value through enhanced operational efficiency, reduced waste, and lower solvent consumption via advanced recovery capabilities. These systems are built for long-term reliability, with robust construction ensuring consistent performance and minimal downtime, protecting your production schedule. The unique quality and precision engineering of our designs differentiate them from standard offerings, providing superior separation accuracy and process adaptability. This reliability translates directly into consistent end-product quality, helps ensure regulatory compliance, and delivers a stronger return on investment by maximizing resource utilization and minimizing operational costs for serious industrial buyers. Key Features: - Engineered for efficient separation of heavy viscous or tarry compounds, ensuring precise and consistent output. - Advanced solvent recovery capabilities designed to minimize waste and reduce operational expenses. - Robust construction using durable materials for long-term reliability and reduced maintenance needs. - Precision engineering focused on safety and operational efficiency in continuous industrial environments. - Configurations designed to handle specific feedstock characteristics for optimal separation performance. Benefits: - Reduces operational costs by reclaiming and reusing valuable solvents through efficient recovery. - Ensures high-purity output and consistent product quality for demanding industrial applications. - Provides reliable, long-term performance with minimal downtime, protecting your production investment. - Enhances process efficiency and adaptability to various production scales and purity requirements. - Delivers a strong return on investment by maximizing resource utilization and minimizing waste.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial distillation systems are engineered for the efficient separation and purification of challenging materials, including heavy viscous and tarry compounds. They deliver high-purity output with consistent performance, making them essential for continuous operations in sectors demanding precise chemical processing and solvent recovery. These units excel in solvent recovery applications, significantly reducing waste and operational costs by reclaiming valuable chemicals for reuse. Industries benefit from reliable configurations designed to handle specific feedstock characteristics, ensuring optimal separation efficiency and adaptability to various production scales and stringent purity requirements. - Solvent recovery in pharmaceutical manufacturing for cost-effective reuse of expensive chemicals. - Fractionation of crude oil derivatives in petrochemical refineries for product purification. - Essential oil extraction from botanical materials in aromatherapy and cosmetics production. - Purification of industrial chemicals to remove impurities and meet strict quality standards. - Processing heavy viscous compounds in agrochemical production for pesticide and fertilizer refinement.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Chemcon, Gujarat
 Gujarat, India
Gujarat, India
Services & Support
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Distillation Systems For Solvent Recovery And Purification
Industrial Distillation Systems for solvent recovery and purification. Precision-engineered for heavy viscous compounds, offering reliable separation and fractionation for chemical, pharmaceutical, and petrochemical industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Chemcon Gujarat, India
Gujarat, India
Services & Support