undefined
Apparel & Fashion
Loading subcategories...
View More
Description
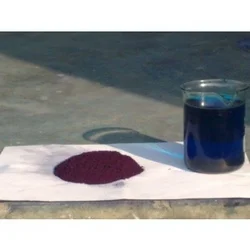
Our Industrial Direct Brown Dyes are premium colorants engineered for demanding manufacturing environments. They offer consistent, vibrant brown shades with superior solubility and...
Our Industrial Direct Brown Dyes are premium colorants engineered for demanding manufacturing environments. They offer consistent, vibrant brown shades with superior solubility and dispersion properties, ensuring reliable performance across various dyeing methods. The formulation is designed for industrial scalability, providing excellent batch-to-batch consistency and seamless integration into existing production processes without compromising color accuracy or quality standards. These dyes maintain their chemical stability through storage and application, delivering predictable results every time. These dyes serve multiple industries where durable brown coloration is essential. Textile manufacturers rely on them for dyeing natural fibers like cotton, viscose, and silk in apparel, home furnishings, and technical textiles. Paper producers use them for coloring packaging materials, while leather finishers apply them to hides and accessories. The dyes' adaptability makes them valuable for carpet manufacturing, specialty coatings, and other industrial applications requiring uniform, deep brown hues with excellent fastness properties on different substrates. The business value lies in their cost-effective performance and reliability. These dyes reduce production variability, minimize waste through consistent application properties, and optimize inventory management with their stable shelf life. They deliver competitive coloring results without requiring specialized equipment or complex process adjustments, making them a practical choice for manufacturers seeking dependable color solutions. Their proven performance in global manufacturing settings ensures they meet the quality demands of serious industrial buyers who prioritize consistency and value. Key Features: - High color strength and purity ensuring consistent, vibrant brown results - Excellent water solubility for straightforward application and process integration - Superior leveling properties that guarantee uniform dye coverage on substrates - Multiple brown shade variations available to meet specific color requirements - Stable chemical composition that provides reliable shelf life and storage stability Benefits: - Consistent batch-to-batch performance reduces production variability and waste - Easy integration into existing dyeing systems minimizes process adjustment needs - Uniform coverage ensures high-quality finished products with even coloration - Versatile application across textiles, paper, and leather expands usage possibilities - Reliable shelf life and stable formulation optimize inventory management and costs
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These Direct Brown Dyes deliver uniform, deep brown shades across natural fibers like cotton, viscose, and silk. They are formulated for excellent solubility and leveling in industrial dyeing systems, including batch, exhaust, and padding processes, ensuring consistent results with minimal waste and high efficiency in production. Beyond core textile dyeing, these versatile dyes are effective for coloring paper products and finishing leather goods. Their stable formulation provides durable color with good light and wash fastness, making them suitable for diverse substrates where a reliable brown hue is required for final products across multiple manufacturing stages. - Dyeing cotton and viscose fabrics for apparel, home textiles, and upholstery manufacturing - Coloring silk yarns and fabrics for fashion garments and luxury textile products - Producing colored paper for packaging, stationery, and decorative paper goods - Finishing leather hides and accessories in footwear and leather goods industries - Industrial coloring processes for specialty substrates requiring durable brown pigments
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bhagvandas Maganlal Shah, West Bengal
 West Bengal, India
West Bengal, India
Raw Materials & Chemicals•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Textile Direct Brown Dyes For Cotton Viscose Silk Paper
Industrial Direct Brown Dyes for consistent coloring of cotton, viscose, silk, and paper. Premium quality, high color fastness, and reliable performance for textile manufacturing and industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bhagvandas Maganlal Shah West Bengal, India
West Bengal, India
Raw Materials & ChemicalsManufacturer