undefined

Similar Products







Description
Industrial diaphragm pumps are precision-engineered for the secure and efficient handling of hazardous, expensive, corrosive, or toxic liquids. These pumps operate using an innovat...
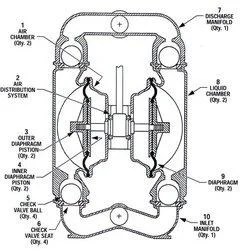
Industrial diaphragm pumps are precision-engineered for the secure and efficient handling of hazardous, expensive, corrosive, or toxic liquids. These pumps operate using an innovative design where the pumped fluid remains completely isolated from the pump mechanism by a flexible diaphragm. This critical separation guarantees zero leakage, preventing product loss and environmental contamination while maintaining fluid integrity. The pump functions through two distinct sections where a piston displaces hydraulic fluid and the diaphragm transmits this motion to move the process liquid. This sophisticated design ensures only the valves and diaphragm contact the fluid, with materials specifically selected to handle aggressive or sensitive substances. Multiple actuation methods including mechanical, hydraulic, and air-operated systems provide operational flexibility for diverse industrial requirements and specifications. Industries including chemical processing, pharmaceuticals, water treatment, and food manufacturing depend heavily on diaphragm pumps for essential fluid transfer operations. Chemical plants utilize these pumps for safely moving aggressive acids, solvents, and abrasive slurries while maintaining complete containment. Pharmaceutical manufacturers rely on them for sterile transfer and precise dosing of valuable ingredients where purity is non-negotiable. Water treatment facilities employ these pumps for handling toxic effluents and treatment chemicals without environmental risks. The food industry benefits from their ability to move sensitive products while eliminating contamination concerns. Their leak-proof operation makes them indispensable in environments where safety, product integrity, and operational reliability are absolute priorities for successful operations. For industrial operations, diaphragm pumps deliver exceptional value through operational reliability, reduced maintenance costs, and enhanced safety compliance. Their robust construction minimizes downtime and extends service life, providing substantial return on investment through consistent performance. The leak-free design prevents costly product loss and avoids potential regulatory fines from environmental violations. Customization capabilities enable tailored solutions for specific fluid handling challenges, ensuring optimal performance across various applications. These pumps are trusted by global industries for their proven consistency and durability, making them a strategic choice for serious buyers seeking dependable, efficient, and safe fluid transfer solutions that meet rigorous industrial standards. Key Features: - Zero leakage design ensures complete containment of hazardous or expensive fluids - Flexible diaphragm isolates pumped liquid from mechanical components - Multiple actuation options including mechanical, hydraulic, and air-operated systems - Customizable materials for handling aggressive chemicals and sensitive fluids - Robust construction with simple maintenance requirements for long service life Benefits: - Prevents product loss and environmental contamination through leak-proof operation - Reduces maintenance costs and downtime with durable, reliable performance - Enhances workplace safety by containing hazardous and toxic substances - Provides operational flexibility across various industrial applications - Delivers long-term value through extended service life and consistent performance
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial diaphragm pumps are engineered for leak-free handling of hazardous, expensive, or sensitive fluids across demanding industries. Their sealed design prevents contamination and protects both the product and operating environment, making them essential for critical applications where safety and purity cannot be compromised. These robust pumps excel in transferring aggressive chemicals, viscous slurries, and sterile pharmaceutical ingredients without risk of leakage or product loss. The durable construction and straightforward maintenance ensure extended service life and minimal downtime, delivering consistent performance in the most challenging industrial settings and processes. Real-world applications: - Safe transfer of aggressive acids and solvents in chemical manufacturing facilities - Precise dosing of expensive pharmaceutical ingredients and sterile medical fluids - Handling toxic waste and treatment chemicals in environmental cleanup operations - Pumping abrasive slurries, paints, and coatings in manufacturing processes - Moving sensitive food products and additives without contamination risks
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Vindi Vak Pump Pvt Ltd Ahmedabad, Gujarat
 Gujarat, India
Gujarat, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Diaphragm Pumps Zero Leakage For Hazardous Fluids
Industrial diaphragm pumps provide zero leakage transfer for hazardous, toxic, and corrosive fluids. These reliable pumps deliver safe performance for chemical, pharmaceutical, and industrial applications with customizable options.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vindi Vak Pump Pvt Ltd Ahmedabad Gujarat, India
Gujarat, India
Manufacturer


