undefined

Similar Products








Description
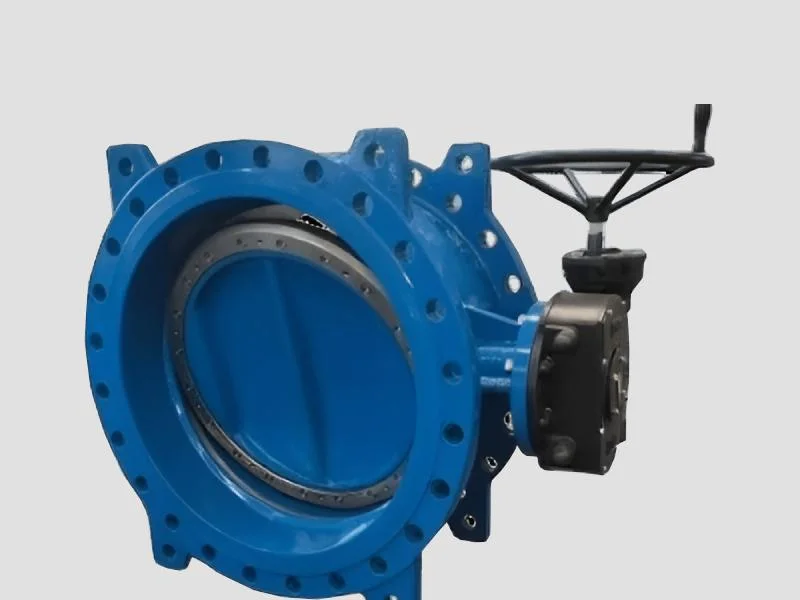
The DI Tilting Disc Check Valve is a precision-engineered solution designed to reliably prevent reverse flow in pipeline systems. Manufactured from high-grade ductile iron (GGG50) ...
The DI Tilting Disc Check Valve is a precision-engineered solution designed to reliably prevent reverse flow in pipeline systems. Manufactured from high-grade ductile iron (GGG50) and protected by a robust Fusion Bonded Epoxy coating exceeding 250 microns, this valve ensures durability and corrosion resistance. Its core mechanism features a 59° hemispherical disc with an NBR bonded sealing face, which provides tight closure to minimize water hammer. The valve incorporates a stainless steel shaft with brass bearings for smooth, low-friction operation. Compliant with international standards EN558-1 Series 14 and ISO5752, it is available in a comprehensive size range from DN 200 to DN 1200, with flange standards meeting IS:1538, ensuring compatibility and reliable performance in demanding fluid control applications. These industrial check valves serve essential functions across multiple critical sectors. Municipal water authorities integrate them into distribution networks and pumping stations to safeguard water supply integrity. In industrial settings, such as chemical plants, manufacturing facilities, and power generation stations, they protect pumps and sensitive equipment from damaging reverse flow in process and discharge lines. The agricultural sector relies on them for large-scale irrigation systems to manage water flow efficiently. Their design allows for flexible installation in both horizontal and vertical pipelines with upward flow, making them suitable for wastewater treatment plants, firefighting systems, and any application where dependable, maintenance-free backflow prevention is required for system safety and longevity. The business value of these valves lies in their combination of robust engineering, operational reliability, and long-term cost-effectiveness. Their durable construction from quality materials like ductile iron and stainless steel ensures an extended service life with minimal maintenance, reducing the total cost of ownership for operators. The efficient full-bore design minimizes pressure drop, contributing to lower energy consumption in pumping systems. The reliable sealing mechanism prevents costly downtime and equipment damage caused by backflow events. This focus on quality and performance delivers tangible operational advantages, providing distributors and wholesalers with a trusted product that meets the exacting demands of serious buyers in the fluid control market who prioritize reliability and sustained value. Key Features: - Body constructed from durable ductile iron (GGG50) with a protective Fusion Bonded Epoxy coating. - 59° hemispherical disc design with an NBR bonded sealing face for effective and rapid closure. - Stainless steel shaft equipped with brass bearings for smooth, reliable operation. - Complies with EN558-1 Series 14 and ISO5752 international design standards. - Available in sizes from DN 200 to DN 1200 with IS:1538 flange standards. Benefits: - Effectively prevents reverse flow and minimizes the risk of water hammer in pipelines. - Reduces long-term maintenance costs through robust, corrosion-resistant construction. - Enhances system energy efficiency with a full-bore design that maintains low pressure drop. - Offers installation flexibility for both horizontal and vertical (upward flow) piping configurations. - Delivers reliable, long-lasting performance in demanding water, wastewater, and industrial applications.
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Product Name | DI Tilting Disc Check Valve |
| Body Material | Ductile Iron (GGG50) |
| Disc | Ductile Iron with NBR bonded sealing face |
| Seat Inclination | 59° hemispherical disc |
| Coating | Fusion Bonded Epoxy (≥250 microns) |
| Sizes | DN 200 – DN 1200 |
| Shaft | Stainless Steel with Brass Bearings |
| Design Standards | EN558-1 Series 14 / ISO5752 |
| Size Range | 200mm – 1200mm |
| Flange Standards | IS:1538 (others on request) |
| Installation | Horizontal & Vertical (flow upwards) |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Engineered for critical backflow prevention, these robust DI Tilting Disc Check Valves are built for high-flow environments. Their durable ductile iron construction and precise 59° hemispherical disc ensure reliable sealing and system integrity, making them ideal for demanding municipal, industrial, and agricultural pipeline systems where operational safety is paramount. These valves offer versatile installation in both horizontal and vertical (upward flow) orientations. The design facilitates quick closure to prevent water hammer, while the full-bore construction maintains optimal flow with minimal pressure loss. This combination of reliability and efficiency supports continuous operation in water distribution networks, industrial discharge lines, and large-scale fluid management projects. - Municipal water supply and distribution networks for reliable backflow prevention. - Industrial plant pumping stations and process discharge lines to protect equipment. - Wastewater treatment plants and sewage management systems for flow control. - Fire protection systems requiring dependable check valve operation. - Agricultural irrigation networks and large-scale water management projects.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Preetam Ferroworks Private Limited, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
DI Tilting Disc Check Valve Ductile Iron FBE Coating 200 1200mm
DI Tilting Disc Check Valve Ductile Iron FBE Coating 200-1200mm prevents reverse flow in pipelines with reliable sealing and low pressure drop for water, wastewater, and industrial applications.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Preetam Ferroworks Private Limited
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer