undefined

Similar Products







Description
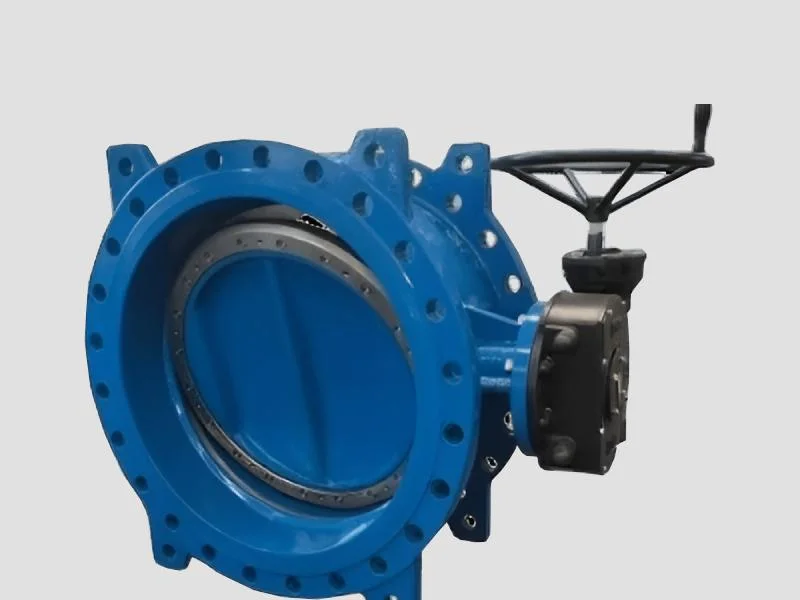
The DI Flow Control Valve represents precision engineering for automatic flow and pressure regulation in pipeline systems. Constructed with ductile iron GGG50 body material and pro...
The DI Flow Control Valve represents precision engineering for automatic flow and pressure regulation in pipeline systems. Constructed with ductile iron GGG50 body material and protected by a durable fusion-bonded epoxy coating exceeding 250µm, this valve delivers reliable performance without requiring external power sources. Its hydraulic pilot system, featuring stainless steel or brass components, responds instantly to pressure variations, maintaining set parameters automatically. Available in sizes from 50mm to 800mm (DN) and rated for operating pressures up to PN16 bar, this valve handles demanding applications while withstanding temperatures from -10°C to +80°C. The reinforced EPDM diaphragm ensures long-lasting sealing performance, while rigorous testing protocols including body testing at 1.5×PN and seat testing at 1.1×PN guarantee structural integrity under operational stresses. This flow control valve serves essential functions across multiple industries requiring precise fluid management. Municipal water authorities implement these valves for district metered area pressure control, maintaining optimal pressure zones throughout distribution networks. Industrial facilities utilize them for process water management in manufacturing operations, while wastewater treatment plants depend on them for regulating flow between treatment stages. Agricultural operations deploy these valves in large-scale irrigation systems for zonal water distribution control. The valve's compatibility with various fluids and robust construction makes it suitable for fire protection systems, industrial cooling circuits, and bulk water transfer operations where consistent pressure and flow regulation are critical for system efficiency and safety. For operational efficiency, this valve delivers substantial business value through energy optimization and reduced maintenance requirements. By automatically regulating pressure and flow, it enables pumps to operate at optimal efficiency points, significantly reducing energy consumption in continuous operations. The corrosion-resistant construction and durable materials minimize maintenance interventions, lowering operational expenses over the valve's extended service life. The fail-safe design provides system protection during component failure, preventing catastrophic damage to pipeline infrastructure. This reliability translates to reduced downtime and lower total cost of ownership, while the valve's standardized dimensions ensure easy integration into existing pipeline configurations without requiring extensive modifications. Key Features: - Ductile iron GGG50 body construction with fusion-bonded epoxy coating for corrosion resistance - Comprehensive size range from 50mm to 800mm (DN) accommodating various pipeline requirements - Operating pressure capability up to PN16 bar with robust pressure testing protocols - Wide temperature tolerance from -10°C to +80°C suitable for diverse environmental conditions - Reinforced EPDM diaphragm with stainless steel or brass pilot valve components for durability Benefits: - Energy-efficient operation reduces pumping costs through optimized system performance - Corrosion-resistant construction ensures extended service life in demanding environments - Automatic pressure regulation prevents pipeline damage from surges and water hammer - Low maintenance requirements decrease operational expenses and system downtime - Reliable fail-safe design provides system protection during operational variations
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Body Material | Ductile Iron (GGG50) |
| Size Range (DN) | 50 mm – 800 mm |
| Operating Pressure | Up to PN16 bar (customizable) |
| Temperature Range | -10°C to +80°C |
| Test Pressure | Body – 1.5 × PN, Seat – 1.1 × PN |
| Coating | Fusion-Bonded Epoxy (≥250 µm) |
| Diaphragm Material | Reinforced EPDM |
| Pilot Valve Material | Stainless Steel or Brass |
| Coating | Fusion-Bonded Epoxy (≥250 µm) |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The DI Flow Control Valve is engineered for critical pressure and flow management in extensive pipeline networks. Its automatic regulation capability maintains system stability by responding to real-time pressure changes, preventing damaging surges and ensuring consistent performance from source to endpoint. This reliability is crucial for protecting expensive infrastructure and maintaining uninterrupted operations in environments where system failure is not an option. The valve's robust construction with corrosion-resistant materials makes it suitable for challenging applications involving water, wastewater, and various industrial fluids. It operates effectively across temperature ranges from -10°C to +80°C, handling diverse environmental conditions while requiring minimal maintenance. This combination of durability and automatic functionality makes it an ideal solution for systems where manual adjustment is impractical or where consistent pressure control is essential for process efficiency and equipment protection. - Municipal water distribution systems for maintaining consistent zone pressures - Wastewater treatment facilities controlling flow between processing stages - Industrial cooling water circuits ensuring stable supply to heat exchangers - Large-scale irrigation networks managing water distribution across zones - Pump discharge control in water supply systems preventing water hammer
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Preetam Ferroworks Private Limited, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
DI Flow Control Valve Ductile Iron PN16 50 800mm EPDM Diaphragm
DI Flow Control Valve for precise water and industrial flow control, featuring ductile iron PN16 construction, sizes 50-800mm, and reliable EPDM diaphragm for demanding pipeline applications.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Preetam Ferroworks Private Limited
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer