undefined

Similar Products





Description
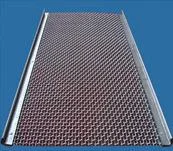
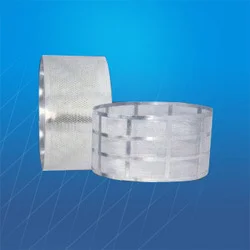
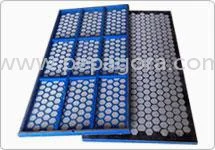
Our dewatering screens are engineered separation systems designed for beneficiation and processing plants seeking efficient water recovery and conservation. Utilizing high-quality ...
Our dewatering screens are engineered separation systems designed for beneficiation and processing plants seeking efficient water recovery and conservation. Utilizing high-quality polyurethane or wedge wire screen panels, these units deliver superior solid-liquid separation performance. Built for durability and reliability, our screens effectively minimize moisture content in processed materials while maximizing water recovery for operational reuse. The equipment handles various material sizes and types, providing consistent output in demanding industrial environments where continuous operation and minimal downtime are essential for maintaining production efficiency and managing operational costs. These dewatering screens are extensively used across mining operations, mineral processing facilities, quarrying sites, and aggregate production plants. In mining, they are indispensable for tailings management and concentrate dewatering, directly impacting water usage and tailings storage. Construction material producers rely on them for washing, classifying, and dewatering sand, gravel, and crushed stone. Industrial wastewater treatment plants utilize these robust screens for sludge thickening and dewatering applications. The technology also serves material recovery and recycling facilities, demonstrating proven versatility across different processing requirements and industry specifications for reliable solid-liquid separation. Investing in our dewatering screens delivers significant operational advantages through measurable reductions in freshwater consumption, lower transportation and handling costs due to drier output materials, and a decreased environmental footprint. The equipment's proven reliability ensures continuous processing capability with straightforward maintenance, while its robust construction guarantees longevity even with abrasive materials. These screens provide a clear return on investment through improved processing efficiency, reliable compliance with evolving water usage regulations, and enhanced operational sustainability that modern industrial operations require from their equipment and technology partners. Key Features: - Durable construction using high-quality polyurethane or wedge wire screen panels for extended service life - Engineered for reliable solid-liquid separation across various material types and particle sizes - High-capacity design capable of handling significant processing volumes continuously - Robust, vibration-resistant frame construction ensuring operational stability and longevity - Efficient water recovery system designed to maximize conservation and reuse within your plant Benefits: - Substantially reduces operational water consumption and associated costs - Lowers transportation and handling expenses by producing drier, lighter output materials - Ensures reliable compliance with environmental regulations for water usage and discharge - Provides continuous, high-volume processing with minimal required maintenance and downtime - Delivers a clear return on investment through improved efficiency and resource conservation
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Dewatering screens are critical for operations where water conservation and material dryness are priorities. These robust systems efficiently separate solids from process water, significantly reducing moisture content in final products while recovering valuable water for reuse within your plant. Their durable construction ensures continuous, reliable performance in demanding environments with abrasive materials and high-volume throughput. These screening systems serve numerous processing industries including mining, mineral beneficiation, quarrying, aggregate production, and industrial wastewater management. The equipment's design allows it to handle specific material separation needs, from fine particles to coarse aggregates. You benefit from substantially reduced water consumption, lower transportation costs due to drier output materials, and improved compliance with environmental regulations concerning water usage and discharge. - Mineral processing plants for dewatering crushed ore, concentrates, and managing tailings - Sand and gravel washing plants for classifying and drying aggregate materials - Coal preparation facilities removing surface moisture from clean coal products - Industrial wastewater treatment plants for efficient sludge dewatering - Recycling facilities processing construction debris and municipal solid waste streams
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Metofabrik, Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Dewatering Screens For Efficient Water Recovery In Mining And Industrial
Dewatering screens for efficient water recovery in mining and industrial applications. High-quality polyurethane or wedge wire panels ensure reliable solid-liquid separation, reducing moisture and conserving water in processing plants.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Metofabrik Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer





