undefined

Similar Products






Description
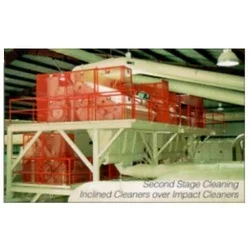
The Food Processing Destoner Machine represents precision engineering designed specifically for removing stones and heavy impurities from various food grains. Utilizing advanced vi...
The Food Processing Destoner Machine represents precision engineering designed specifically for removing stones and heavy impurities from various food grains. Utilizing advanced vibration and airflow separation technology, this equipment ensures thorough cleaning without damaging the grains themselves. Built with durable materials and robust construction, it delivers reliable performance even in demanding processing environments. The machine operates with minimal supervision requirements, reducing labor costs while maintaining consistent output quality. Its straightforward design facilitates easy operation and maintenance, making it accessible for various skill levels within processing facilities. This destoner machine serves multiple industries where grain purity is paramount. Flour mills implement it to remove stones from wheat before milling, protecting equipment and ensuring superior flour quality. Rice processing plants rely on it to clean grains for both domestic consumption and export markets, meeting stringent international food safety regulations. Agricultural cooperatives and grain storage operations use it for seed pre-cleaning to enhance germination rates and storage longevity. Additionally, snack food manufacturers and animal feed producers incorporate this machine into their production lines to maintain product hygiene and prevent contamination issues that could affect end products. Businesses investing in this destoner machine gain significant operational advantages through improved product quality and reduced processing risks. The energy-efficient design minimizes power consumption while the durable construction ensures long-term reliability with minimal maintenance requirements. Its ability to handle diverse grain types and impurity profiles makes it a versatile solution that enhances overall processing efficiency. By automating the impurity removal process, facilities can increase throughput capacity while reducing manual labor dependencies. This combination of features delivers a compelling return on investment for operations focused on scalability, quality assurance, and operational excellence in grain processing. Key Features: - Advanced vibration and airflow separation technology for efficient impurity removal - Durable construction using high-quality materials for long service life - Energy-efficient operation with minimal power consumption requirements - Versatile design suitable for various grains including wheat, bajra, maize, and lentils - User-friendly operation with minimal supervision and maintenance needs Benefits: - Ensures product purity by effectively removing stones and heavy impurities - Protects downstream processing equipment from damage caused by contaminants - Reduces manual labor requirements through automated separation processes - Improves operational efficiency with consistent performance and high throughput - Enhances product quality for better market competitiveness and customer satisfaction
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This destoner machine is essential for grain processing facilities that require consistent removal of stones, metals, and other high-density contaminants. It maintains product purity while protecting downstream equipment from damage, making it indispensable for operations handling cereals, pulses, and seeds in bulk quantities. The machine's efficient separation technology ensures compliance with food safety standards while optimizing processing workflows. Various agricultural and food production sectors utilize this equipment to enhance their quality control processes. From milling operations to storage facilities, the destoner provides reliable impurity removal that improves both product quality and operational efficiency. Its versatility across different grain types makes it a fundamental asset for businesses focused on maintaining hygiene standards and preventing contamination throughout their production lines. - Cleaning wheat and bajra in flour mills to remove stones before milling operations - Purifying rice and pulses in processing plants to meet export quality requirements - Ensuring contaminant-free grains in breakfast cereal manufacturing facilities - Pre-cleaning seeds in agricultural cooperatives to improve germination rates - Separating heavy impurities from grains in animal feed production units
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Ganga Agro Foods Industries, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Food Processing Destoner Machine For Grain Cleaning And Impurity Removal
The Food Processing Destoner Machine efficiently removes stones and heavy impurities from grains like wheat and bajra. This reliable grain cleaning equipment ensures clean, safe output with energy-efficient performance for food processing and agriculture industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Ganga Agro Foods Industries Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer


