undefined

Similar Products






Description
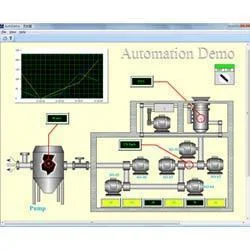
Industrial Data Acquisition Systems are specialized hardware and software solutions designed to interface with the physical world. They accurately measure real-world phenomena—such...
Industrial Data Acquisition Systems are specialized hardware and software solutions designed to interface with the physical world. They accurately measure real-world phenomena—such as temperature, pressure, voltage, vibration, or strain—through sensors, condition these analog signals, and convert them into digital data a computer can process and analyze. This core function of transforming analog signals into a reliable digital stream is fundamental for any task requiring precise measurement, from simple data logging to complex real-time control systems. The reliability and accuracy of this conversion process are paramount, as the resulting data drives critical decisions in manufacturing, quality assurance, and scientific research. These systems are deployed across a vast spectrum of industries that depend on empirical data. In manufacturing and industrial automation, they are integral for monitoring machine health, ensuring product quality through statistical process control, and optimizing production efficiency. The automotive and aerospace sectors utilize them extensively for rigorous testing protocols, including crash tests, engine performance analysis, and structural fatigue monitoring. Research institutions and laboratories rely on them for collecting experimental data in physics, chemistry, and environmental science. Furthermore, the energy sector employs these systems for condition monitoring of turbines, transformers, and renewable energy installations, while the construction industry uses them for structural health monitoring of bridges and buildings. Investing in a professional-grade data acquisition system delivers substantial business value through enhanced operational reliability and data-driven insight. These systems provide the trustworthy measurements necessary for reducing product defects, minimizing unplanned downtime through predictive maintenance, and ensuring compliance with stringent industry standards and regulations. Their robust design ensures consistent performance even in harsh industrial environments, protecting your measurement integrity. This reliability translates directly into cost savings, risk mitigation, and a stronger foundation for process improvement and innovation, making them a critical tool for any serious operation focused on precision and quality. Key Features: - High-accuracy signal measurement and analog-to-digital conversion for reliable data integrity. - Robust hardware construction designed to withstand demanding industrial environments. - Comprehensive signal conditioning capabilities for noise reduction and signal amplification. - Flexible channel configurations and scalable designs to suit various application scopes. - Compatible with a wide range of industry-standard sensors and transducers. Benefits: - Enables data-driven decision-making with high-fidelity, accurate measurements. - Improves operational efficiency and product quality through precise process monitoring. - Supports predictive maintenance strategies by reliably tracking equipment health indicators. - Reduces measurement errors and associated costs in testing, production, and research. - Provides a dependable foundation for quality control, compliance, and R&D validation.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial Data Acquisition Systems are engineered to capture physical signals from the environment or machinery and convert them into precise digital data for analysis. These systems form the backbone of modern measurement, providing the reliable, high-fidelity data needed for process monitoring, quality verification, and performance optimization across demanding industrial and research settings. Their application is critical in sectors where data integrity directly impacts safety, efficiency, and product quality. From monitoring assembly line vibrations and temperatures to logging test parameters in R&D labs, these systems deliver the accuracy required for informed decision-making. This makes them indispensable for maintaining operational standards, validating experiments, and ensuring consistent output in complex industrial processes. - Continuously monitor temperature, pressure, and vibration on manufacturing production lines for predictive maintenance. - Log and analyze strain, force, and displacement data during automotive component and vehicle durability testing. - Acquire precise voltage, current, and power quality measurements for electrical grid monitoring and energy audits. - Record environmental parameters like humidity, air quality, and particulate levels in agricultural and meteorological research stations. - Capture biomedical signals such as ECG, EEG, and EMG for clinical diagnostics and physiological research studies.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Artemis Tech, Maharashtra
 Maharashtra, India
Maharashtra, India
Services & Support•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Data Acquisition Systems For Precise Measurement And Analysis
Industrial Data Acquisition Systems capture, convert, and process real-world signals with high accuracy for precise measurement and analysis in automation, research, and quality control.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Artemis Tech Maharashtra, India
Maharashtra, India
Services & SupportManufacturer
