undefined
Similar Products






Description
Our corrugated apple boxes represent specialized packaging designed specifically for protecting delicate fruit throughout the supply chain. Manufactured from high-grade, food-safe ...
Our corrugated apple boxes represent specialized packaging designed specifically for protecting delicate fruit throughout the supply chain. Manufactured from high-grade, food-safe corrugated board, these boxes provide exceptional physical protection while maintaining proper ventilation crucial for produce freshness. The engineering focuses on withstanding transportation rigors without compromising the delicate nature of fresh apples, with precise construction that ensures consistent performance. The result is packaging that reliably protects your product during handling, storage, and shipping, giving you confidence in your produce delivery. These boxes serve critical roles across the fresh produce industry, from commercial apple growers during harvest collection and initial storage to distributors managing cross-country transportation. Export businesses benefit from the durability during international shipping, while wholesale markets appreciate the consistent sizing for pallet optimization and warehouse efficiency. The packaging meets food safety standards and accommodates various apple varieties, making it versatile for different market segments and handling requirements throughout the agricultural distribution network. Choosing these corrugated apple boxes delivers significant operational advantages including reduced product damage, improved supply chain efficiency, and enhanced customer satisfaction. The reliability translates directly to fewer losses during transportation and storage, positively impacting your profitability. Quality assurance ensures every box meets precise specifications for dimensional accuracy and structural integrity, while the professional appearance builds trust with your customers. This packaging solution supports your business by protecting your product investment and maintaining quality from orchard to market. Key Features: - Food-grade corrugated material ensuring product safety and compliance - Precision engineering for optimal ventilation and physical protection - Consistent dimensions and weight capacities for reliable performance - High stacking strength for warehouse optimization and space efficiency - Durable construction that withstands handling and environmental conditions Benefits: - Significant reduction in transportation damage and produce spoilage - Improved supply chain efficiency through reliable packaging performance - Enhanced product freshness maintained throughout distribution - Professional appearance that builds customer confidence in your produce - Reliable protection that safeguards your product investment
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These corrugated apple boxes are engineered specifically for the agricultural supply chain, providing essential protection for delicate fruit during handling and transit. The specialized fluting and ventilation patterns maintain optimal air circulation while offering superior stacking strength for warehouse storage and long-distance transportation. This design prevents bruising and compression damage, ensuring apples arrive in premium condition. Agricultural businesses and fruit distributors rely on these packaging solutions for consistent quality and reliable performance. The boxes withstand humid conditions and temperature variations common in refrigerated transport. Their robust construction handles the rigors of logistics, from orchard packing to retail delivery, making them a trusted choice for serious produce handlers focused on minimizing waste and maximizing freshness. - Bulk transportation of apples from orchards to regional distribution centers - Packaging for supermarket and grocery store supply chains - Secure export packaging for international fruit shipments - Organized displays for farmer's markets and local produce vendors - Efficient inventory management in cold storage facilities
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
King Pack, New Delhi New Delhi, India
New Delhi, India
Packaging & Printing•ManufacturerTrading CompanyImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
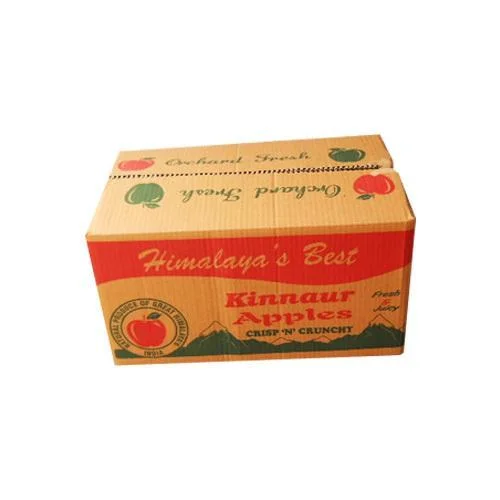
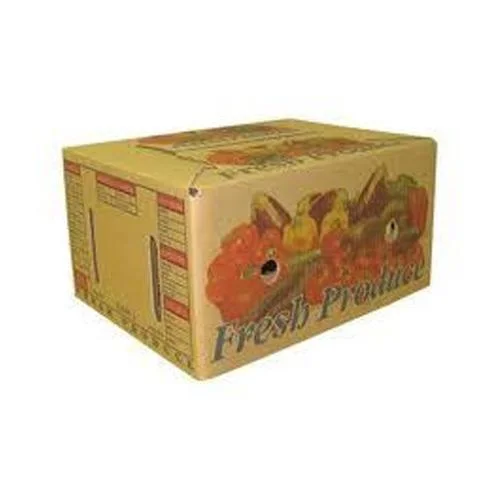
Corrugated Apple Boxes For Freshness Protection And Shipping
Premium corrugated apple boxes for maximum fruit protection during shipping and storage. Durable design ensures freshness preservation for distributors and wholesalers handling delicate produce.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
King Pack
 New Delhi, India
New Delhi, India
Packaging & PrintingManufacturer