undefined
Apparel & Fashion
Loading subcategories...
View More
Description
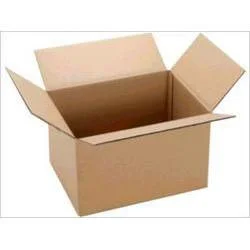
Premium corrugated boxes represent the industry standard for secure packaging solutions, engineered to protect goods during shipping and storage operations. These boxes feature a r...
Premium corrugated boxes represent the industry standard for secure packaging solutions, engineered to protect goods during shipping and storage operations. These boxes feature a robust construction with fluted corrugated material sandwiched between durable liner boards, creating exceptional strength against impacts and compression forces. Available in standardized and custom dimensions, they accommodate various product sizes while maintaining structural reliability. The multi-layer design provides superior cushioning and shock absorption, ensuring contents remain protected throughout handling processes and transportation cycles. This construction methodology delivers consistent performance across diverse weight capacities and environmental conditions. Manufacturing enterprises utilize these boxes for component storage and intra-facility material transfers, while logistics providers depend on them for consolidated shipments and distribution networks. Electronics manufacturers trust the protective qualities for delicate device transportation, and consumer goods companies employ them for retail-ready packaging. The food industry benefits from the boxes' structural stability for dry goods storage and transportation. Wholesale distributors leverage the stacking strength for efficient warehouse organization and inventory management systems across multiple product categories and seasonal demands. Businesses select these corrugated boxes for their demonstrated reliability and operational value. The proven structural integrity significantly reduces product damage rates, minimizing returns and associated financial impacts. The standardized sizing options enable efficient space utilization in storage facilities and transportation vehicles, optimizing logistical efficiency. The lightweight yet durable construction helps manage shipping costs while delivering superior protection compared to alternative packaging materials. The consistent quality performance builds confidence in supply chain operations and enhances customer satisfaction through secure product delivery. Key Features: - Multi-layer construction with fluted corrugated material for enhanced durability - Available in various thickness grades to accommodate different weight requirements - Standard and custom dimension options for specific product compatibility - Excellent compression resistance and stacking strength for warehouse storage - Moisture-resistant properties suitable for diverse environmental conditions Benefits: - Reduced product damage during transportation and handling processes - Efficient space utilization through optimized sizing and stacking capabilities - Cost-effective shipping solutions through lightweight yet strong construction - Enhanced supply chain reliability with consistent performance standards - Versatile application across multiple industry requirements and operational scales
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Premium corrugated boxes deliver essential protection for goods during transportation and storage operations. Their durable construction withstands handling impacts while maintaining structural integrity under stacking pressure. These boxes serve as fundamental packaging components for businesses requiring consistent performance across supply chain activities, from distribution centers to final delivery points. The reliable protection ensures products remain undamaged throughout logistical processes. Multiple industries utilize these boxes for their versatile applications and protective qualities. Manufacturing facilities employ them for component storage and inter-facility transfers, while distribution networks rely on them for consolidated shipments. The moisture-resistant properties make them suitable for various environmental conditions, and their standardized dimensions facilitate efficient warehouse organization and inventory management systems across different operational scales. - Secure transportation of manufactured goods through logistics networks - Organized storage solutions for inventory management in warehouses - Protective packaging for fragile items during distribution - Bulk shipment containers for wholesale product deliveries - Seasonal storage solutions for business inventory rotation
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Visitech Engineering Pvt Ltd, Haryana
 Haryana, India
Haryana, India
Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium Corrugated Boxes For Secure Shipping And Storage
Premium corrugated boxes provide secure shipping and storage solutions with durable construction and reliable protection for goods across multiple industries. These custom-sized boxes ensure product safety during transit and warehousing.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Visitech Engineering Pvt Ltd Haryana, India
Haryana, India
Manufacturer