₹
Apparel & Fashion
Loading subcategories...
View More
Description
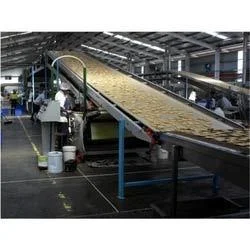
Industrial cooling conveyor systems provide essential temperature management solutions for manufacturing processes requiring precise cooling after heating operations. These robust ...
Industrial cooling conveyor systems provide essential temperature management solutions for manufacturing processes requiring precise cooling after heating operations. These robust systems utilize advanced cooling technologies through controlled air or water-based mechanisms that ensure uniform temperature reduction across all products. Engineered for continuous operation in demanding industrial environments, our conveyors maintain consistent cooling performance while handling various product types, sizes, and throughput requirements. The systems feature reliable construction with durable components designed to withstand heavy-duty applications, making them ideal for diverse manufacturing operations where temperature control directly impacts product quality, safety, and production efficiency. These cooling conveyors serve critical functions across multiple industrial sectors including food processing, pharmaceuticals, plastics manufacturing, and general industrial production. In food processing facilities, they rapidly cool baked goods, confectionery products, and prepared foods after cooking or baking operations to maintain texture and extend shelf life. Pharmaceutical manufacturers utilize them for cooling tablets and capsules after coating processes to ensure product stability. Plastics manufacturers rely on them for cooling extruded profiles and molded components to prevent deformation. Automotive and metalworking industries employ these systems for cooling heat-treated parts, demonstrating their versatility across sectors where precise temperature management is essential for maintaining product specifications and production schedules. The value of these industrial cooling conveyor systems lies in their reliability, efficiency, and performance consistency that directly contribute to operational excellence. These systems significantly reduce cooling times compared to traditional methods, increasing overall production throughput while maintaining energy efficiency. Their durable construction with quality components minimizes maintenance requirements and operational downtime. The hygienic design features ensure compliance with industry standards for food and pharmaceutical applications. By providing consistent, controlled cooling, these systems help businesses improve product quality consistency, reduce waste from temperature-related defects, and enhance overall production efficiency, delivering measurable return on investment through improved operational performance. Key Features: - Precise temperature control systems for uniform cooling across all products - Durable construction with corrosion-resistant components for long service life - Adjustable conveyor speeds and multiple cooling zone configurations - Hygienic design with easy-clean surfaces suitable for food and pharmaceutical use - Reliable performance in continuous operation for demanding industrial environments Benefits: - Consistent product quality through uniform temperature reduction and control - Increased production efficiency with faster cooling times and higher throughput - Reduced operational costs through energy-efficient cooling mechanisms - Minimal maintenance requirements with durable, reliable construction - Compliance with industry standards for hygiene and safety in sensitive applications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial cooling conveyor systems provide controlled temperature reduction for products moving through production lines. They utilize precise air or water cooling mechanisms to lower product temperatures uniformly after heating processes, maintaining quality and safety standards. These systems handle various materials including food items, plastic components, pharmaceutical products, and manufactured parts with consistent cooling performance. These robust conveyors feature adjustable speed controls, multiple cooling zones, and durable construction for continuous operation in demanding environments. They integrate seamlessly with existing production equipment and accommodate different product sizes and shapes. The systems maintain hygienic standards in food processing while delivering reliable performance across diverse industrial applications where temperature management is critical for product integrity and production efficiency. - Cooling baked goods and confectionery products after oven processing in food manufacturing facilities - Reducing temperature of plastic components after molding or extrusion processes in plastics production - Cooling pharmaceutical tablets and capsules after coating operations in drug manufacturing - Lowering temperature of metal parts after heat treatment in automotive and metalworking industries - Processing packaged foods through rapid cooling tunnels before labeling and secondary packaging operations
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Mechtech Designers & Engineers Pvt Ltd, West Bengal
 West Bengal, India
West Bengal, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Cooling Conveyor Systems For Food And Manufacturing
Industrial cooling conveyor systems for efficient temperature reduction in food processing and manufacturing. Reliable heavy-duty design ensures precise cooling for baked goods, plastics, pharmaceuticals, and metal components.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Mechtech Designers & Engineers Pvt Ltd West Bengal, India
West Bengal, India
Industrial Equipment & MachineryManufacturer





