undefined

Similar Products






Description
Our industrial conical vessels represent precision engineering at its finest, designed specifically for superior performance in demanding mixing, storage, and processing applicatio...
Our industrial conical vessels represent precision engineering at its finest, designed specifically for superior performance in demanding mixing, storage, and processing applications. The innovative conical design ensures optimal material flow characteristics and complete product discharge, effectively eliminating waste and residue buildup that can compromise operational efficiency. These vessels are constructed using high-grade materials and advanced manufacturing techniques to deliver reliable, consistent operation even in the most challenging industrial environments. Each unit undergoes rigorous quality testing protocols to ensure durability, safety, and long-term performance consistency, providing peace of mind for operations where equipment reliability directly impacts productivity and bottom-line results. These versatile vessels serve critical functions across multiple industries where precision material handling is essential for operational success. In chemical processing facilities, they facilitate complex reactions and provide secure intermediate storage for sensitive compounds. Pharmaceutical manufacturers rely on them for sterile mixing operations and precise formulation processes where contamination control is non-negotiable. The food and beverage industry utilizes conical vessels for ingredient storage and processing applications where hygiene standards are exceptionally high. Water treatment facilities depend on them for efficient sedimentation and clarification processes, while paint, coating, and adhesive manufacturers benefit from their consistent mixing performance that maintains product quality throughout production cycles. The business value proposition of our conical vessels centers on their exceptional reliability, operational efficiency, and robust construction quality. They significantly reduce operational costs by minimizing product loss through complete material discharge and eliminating costly residue buildup. Their durable construction translates to reduced maintenance requirements and extended service life, delivering excellent return on investment over the equipment lifecycle. The vessels are engineered to meet international quality standards, ensuring regulatory compliance and operational safety across all applications while providing consistent, dependable performance that industrial operations can count on day after day in demanding production environments. Key Features: - Conical design for optimal material flow and complete discharge - Robust construction using high-grade industrial materials - Advanced sealing systems for leak-proof and contamination-free operation - Precision engineering for consistent performance across diverse applications - Rigorous quality testing for durability and safety compliance Benefits: - Minimizes product waste through complete material discharge - Reduces operational costs with efficient mixing and storage - Extends service life with durable, low-maintenance construction - Ensures process consistency and uniform product quality - Provides reliable performance in demanding industrial environments
Specifications
| Key Attributes | |
|---|---|
| Condition | |
| Place of Origin | |
| Voltage | |
| Weight | |
| Sealing | |
| Automatic Grade: | |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Conical vessels are engineered for efficient mixing, sedimentation, and controlled material flow in industrial processes. Their unique conical shape ensures complete discharge and minimizes residue buildup, making them ideal for batch and continuous operations across various sectors. These vessels provide critical performance in environments where precision, hygiene, and reliability are non-negotiable. They are built to handle diverse materials and demanding conditions while maintaining consistent operational integrity and ease of maintenance. These specialized vessels deliver exceptional value across multiple industrial sectors where material handling precision is paramount. The conical design facilitates optimal flow characteristics and thorough mixing action, ensuring uniform product quality and consistent batch results. Their construction meets the stringent requirements of industries where contamination control and process reliability are critical success factors, providing dependable performance day after day. - Chemical processing for reactions, mixing, and intermediate storage - Pharmaceutical industry for formulation, blending, and sterile storage - Food and beverage sector for ingredient mixing, storage, and processing - Water treatment plants for sedimentation, clarification, and sludge handling - Paint, coatings, and adhesives manufacturing for mixing and product consistency
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Sanitt Equipment & Machines Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Food & Agriculture•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
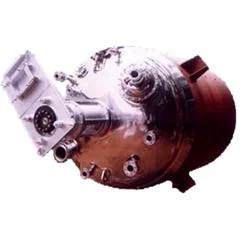
Industrial Conical Vessels For Mixing Storage Processing
Industrial conical vessels for mixing, storage, and processing. Designed for chemical, pharmaceutical, and food industries with superior discharge efficiency and reliable performance in demanding environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Sanitt Equipment & Machines Pvt Ltd Maharashtra, India
Maharashtra, India
Food & AgricultureManufacturer
