undefined

Similar Products







Description
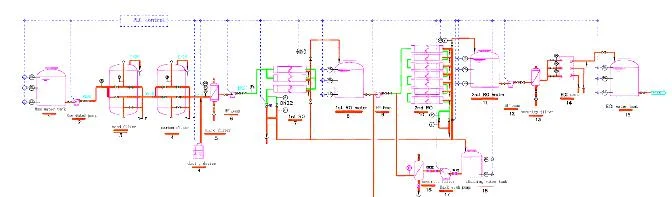
The Compaq RO System represents industrial-grade reverse osmosis technology designed for businesses requiring high-quality water purification solutions. This advanced system effect...
The Compaq RO System represents industrial-grade reverse osmosis technology designed for businesses requiring high-quality water purification solutions. This advanced system effectively removes contaminants including calcium hydroxide and various impurities, ensuring reliable and consistent water output for critical operations. Engineered for durability and operational efficiency, it serves various industrial applications where water purity standards are essential for process integrity and quality assurance. The system's robust design focuses on delivering consistent performance while maintaining ease of operation for industrial settings. This reverse osmosis system finds extensive application across multiple industrial sectors including manufacturing, pharmaceuticals, food processing, and water treatment facilities. Manufacturing plants utilize it for processes requiring purified water in cooling systems, equipment cleaning, and production lines. The pharmaceutical industry depends on its precision to achieve compliance with stringent purity standards for drug manufacturing and laboratory applications. Food and beverage producers implement this technology to ensure water safety and quality in their products, while water treatment operations employ it to meet environmental regulations and reduce contaminant levels effectively. The Compaq RO System delivers substantial business value through its proven reliability, operational efficiency, and consistent performance. It reduces operational costs by minimizing maintenance requirements and optimizing energy consumption, while its durable construction ensures long-term service life and dependable operation. Businesses benefit from enhanced productivity, regulatory compliance assurance, and improved end-product quality. As a trusted industrial solution, it provides operational confidence through consistent results and reliable performance, making it a strategic investment for organizations focused on maintaining high standards and operational excellence. Key Features: - Industrial-grade reverse osmosis technology for high-efficiency purification - Effective removal of calcium hydroxide and multiple contaminants - Robust construction designed for heavy-duty industrial applications - Consistent performance with minimal maintenance requirements - Reliable operation across varying water quality conditions Benefits: - Ensures consistent water quality for critical industrial processes - Reduces operational costs through energy-efficient performance - Minimizes maintenance requirements and downtime - Supports compliance with industry standards and regulations - Enhances product quality and process reliability
Specifications
| Key Attributes | |
|---|---|
| Classification | Calcium Hydroxide |
| Feature | Acne Treatment |
| Grade Standard | Industrial Grade |
| Type | Reverse Osmosis |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Compaq RO System is engineered for heavy-duty water purification across multiple industries. It effectively removes contaminants like calcium hydroxide and other impurities, ensuring consistent water quality for critical processes. This system is built to handle high-volume demands with minimal maintenance, making it a dependable choice for operations requiring uninterrupted performance and reliable output for daily industrial use. Industries such as manufacturing, pharmaceuticals, and food processing rely on the Compaq RO System for its precision and consistent performance. It supports various water quality standards and operational scales, providing flexibility for diverse purification needs. Trusted by importers and distributors, this system enhances productivity and compliance in demanding environments where water purity directly impacts operational success and quality control. - Purifying water for pharmaceutical manufacturing to meet strict hygiene standards - Treating industrial wastewater to comply with environmental regulations - Providing clean water for food and beverage production to ensure product safety - Supporting cooling systems in manufacturing by removing scale-forming minerals - Supplying high-purity water for laboratories and research facilities
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

AMM Aqua Pure Systems, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Oceania
Mid East
Eastern Asia
Industrial Reverse Osmosis Water Purification System For
Compaq RO System delivers industrial-grade reverse osmosis water purification with high reliability for manufacturing, pharmaceutical, and food processing applications requiring efficient contaminant removal.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
AMM Aqua Pure Systems Tamil Nadu, India
Tamil Nadu, India
Manufacturer
