undefined

Similar Products








Description
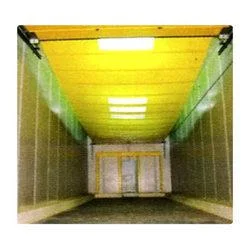
As India's pioneering manufacturer since the 1990s, we specialize in high-performance modular walk-in cold rooms engineered for reliability and operational efficiency. Our cold sto...
As India's pioneering manufacturer since the 1990s, we specialize in high-performance modular walk-in cold rooms engineered for reliability and operational efficiency. Our cold storage solutions maintain precise temperature control ranging from +20°C to -30°C using world-class PUF insulated panels and advanced refrigeration components manufactured in-house. Each unit incorporates sophisticated control systems with preventive technology to ensure consistent cooling performance and protect refrigeration equipment. Designed to withstand challenging tropical conditions, these cold rooms deliver dependable temperature management for critical storage requirements across multiple sectors. These cold rooms serve industries where precise temperature control is essential for product safety and quality preservation. The food sector utilizes them for storing perishable items including fruits, vegetables, dairy products, and frozen goods. Pharmaceutical and healthcare facilities rely on them for preserving medicines, vaccines, and laboratory specimens. Hospitality businesses implement these solutions for bulk storage needs while agricultural exporters use them to extend product shelf life. Industrial and chemical sectors depend on these units for storing temperature-sensitive materials, making our cold rooms versatile assets for modern commercial operations. Our cold rooms deliver significant business value through enhanced operational reliability and reduced maintenance requirements. The integration of advanced heat transfer technology in evaporators ensures energy-efficient performance, leading to operational cost savings. The robust construction and quality components minimize downtime while supporting continuous operation. With proven expertise in cold storage solutions, we provide infrastructure that supports business growth, regulatory compliance, and long-term operational efficiency for enterprises requiring dependable temperature-controlled environments. Key Features: - Modular prefabricated design enabling straightforward installation and expansion - Wide temperature range from +20°C to -30°C accommodating diverse storage needs - High-quality PUF insulated panels ensuring superior thermal efficiency - Advanced control systems with preventive technology for equipment protection - Durable construction using robust materials for long-lasting performance Benefits: - Reliable temperature control maintaining product quality and safety standards - Energy-efficient operation reducing long-term operational costs - Minimal maintenance requirements ensuring consistent uptime - Scalable design supporting business growth and changing needs - Proven performance in challenging environmental conditions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our modular walk-in cold rooms deliver precise temperature management from +20°C to -30°C, maintaining product integrity across diverse sectors. Built with high-grade PUF insulated panels and robust refrigeration systems, these units ensure consistent performance even in demanding tropical conditions, providing reliable preservation for temperature-sensitive goods. These cold storage solutions feature advanced control systems and durable construction designed for long-term operational efficiency. Suitable for various spatial requirements, they offer reliable cooling performance that businesses depend on for maintaining quality standards and compliance with storage regulations across multiple industries. - Preserving fresh produce, dairy products, and frozen foods in retail and distribution centers - Storing pharmaceuticals, vaccines, and medical supplies in healthcare facilities - Bulk storage solutions for hotels, restaurants, and catering operations - Extending shelf life of agricultural products including fruits and vegetables - Temperature-controlled storage for industrial materials and chemical products
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Eakcon Systems Pvt Ltd, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
ManufacturerTrading CompanyImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Modular Walk In Cold Rooms India +20C To 30C Temperature Control
Modular walk-in cold rooms from India's leading manufacturer provide precise +20°C to -30°C temperature control for reliable cold storage across food, pharma, and industrial applications with durable PUF panel construction.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Eakcon Systems Pvt Ltd Tamil Nadu, India
Tamil Nadu, India
Manufacturer