undefined
Similar Products



Description
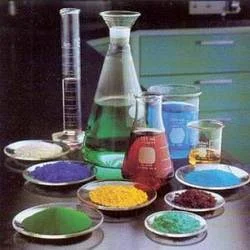
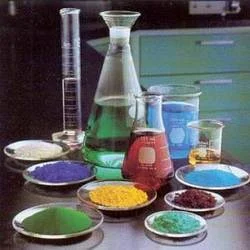
Industrial cobalt nitrate high purity represents a premium-grade chemical compound designed for demanding industrial applications. This red crystalline solid features excellent wat...
Industrial cobalt nitrate high purity represents a premium-grade chemical compound designed for demanding industrial applications. This red crystalline solid features excellent water solubility and consistent composition, making it an ideal choice for processes requiring reliable cobalt ion sources. Manufactured under stringent quality control protocols, this product delivers uniform performance batch after batch. Its stable physical properties ensure safe handling and extended shelf life, while the high purity level minimizes impurities that could affect downstream processes. This compound serves as a fundamental building block for various industrial operations, from chemical synthesis to surface treatment applications. Multiple industries rely on cobalt nitrate for their core manufacturing processes. In the chemical sector, it functions as a key precursor for catalysts used in petroleum refining and organic synthesis. Manufacturing operations utilize it for electroplating solutions that create durable, corrosion-resistant metal finishes. The pigments industry depends on it for producing vibrant, stable colors in ceramics, glass, and coatings. Energy technology companies incorporate it into battery electrode manufacturing, while agricultural suppliers use it as a micronutrient source in specialized fertilizers. This broad industry adoption underscores its versatility and reliability across different application requirements. Businesses choose this cobalt nitrate for its proven reliability and operational value. The consistent high purity ensures predictable results in critical processes, reducing production variability and minimizing waste. This reliability translates to cost savings through improved process efficiency and reduced quality control issues. The product's excellent solubility allows for easy integration into existing production systems without requiring special handling equipment. Manufacturers appreciate the stable supply chain that supports uninterrupted operations and meets production schedules. These combined benefits make it a trusted choice for companies seeking to maintain competitive advantage through reliable material inputs and consistent output quality. Key Features: - High purity composition ensuring minimal contaminants and reliable performance - Excellent water solubility for straightforward integration into various solutions - Stable crystalline structure for safe storage and extended shelf life - Consistent particle size and composition for predictable processing results - Manufactured under controlled conditions meeting industry quality standards Benefits: - Consistent performance reduces process variability and improves output quality - Easy integration into existing systems saves time and operational costs - Reliable supply chain support ensures uninterrupted production schedules - High purity minimizes downstream contamination and quality issues - Versatile application across multiple industries provides broad utility
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Cobalt nitrate serves as a critical raw material in industrial processes requiring precise cobalt ion sources. Its high solubility and stability make it ideal for catalyst production, pigment manufacturing, and electroplating applications across chemical and manufacturing sectors. This versatile compound ensures reliable performance in both aqueous and non-aqueous systems while meeting strict quality standards for industrial use. This chemical is essential for industries that depend on consistent metal deposition and coloration processes. It plays a vital role in petroleum refining catalysts, ceramic and glass pigments, and durable metal finishing through electroplating. The compound also finds application in energy storage systems and agricultural supplements, demonstrating its broad utility across multiple industrial segments requiring high-purity chemical inputs. - Catalyst manufacturing for petroleum refining and chemical synthesis processes - Pigment production for ceramics, glass, paints, and coloring applications - Electroplating solutions for corrosion-resistant metal surface treatments - Battery electrode formation in energy storage and power systems - Micronutrient supplements in agricultural fertilizer production
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
A. S. Joshi & Company, Maharashtra
 Maharashtra, India
Maharashtra, India
Distributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Cobalt Nitrate High Purity For Catalysts Pigments Electroplating
Industrial cobalt nitrate high purity for catalysts, pigments, and electroplating applications. This reliable chemical compound offers consistent performance with excellent solubility for industrial processes and manufacturing needs.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
A. S. Joshi & Company Maharashtra, India
Maharashtra, India
Distributor / Wholesaler