undefined

Similar Products




Description
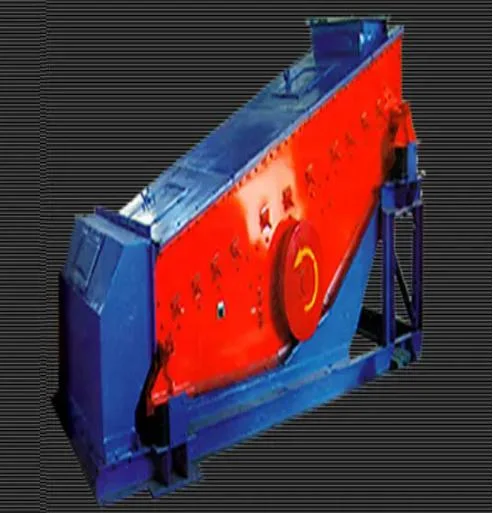
Our circular motion vibrating screens represent advanced bulk material separation technology engineered specifically for demanding industrial applications. These robust screening m...
Our circular motion vibrating screens represent advanced bulk material separation technology engineered specifically for demanding industrial applications. These robust screening machines utilize a dynamic circular motion mechanism that ensures efficient material movement across the screen surface, providing consistent and accurate particle separation. Designed with heavy-duty components and advanced vibration technology, they handle everything from coarse aggregates to fine minerals with unmatched precision. The screens feature multiple deck configurations and various screen media options including wire mesh, polyurethane, and rubber panels to suit specific material characteristics and separation requirements. This versatility, combined with their simple yet effective design, makes them ideal for continuous operation in the most challenging industrial environments where reliability and performance are essential. These vibrating screens serve critical functions across multiple industries, particularly in mining where they separate valuable minerals from waste rock, in quarrying operations for aggregate sizing and classification, and in construction for processing road base materials. The metallurgy industry relies on them for ore processing and concentration, while recycling facilities utilize their separation capabilities for sorting demolition waste and industrial byproducts. Cement plants employ these screens for clinker and raw material processing, and aggregate producers depend on them for consistent product grading. Their adaptability across such diverse applications demonstrates their fundamental role in industrial processes where material separation and classification directly impact product quality and operational efficiency. The operational value of these circular motion vibrating screens extends beyond equipment functionality to deliver tangible advantages. Their robust construction minimizes maintenance requirements and reduces downtime, while the energy-efficient design lowers operational costs. The screens' reliability ensures consistent product quality and throughput, directly impacting profitability through increased production efficiency. The durable components provide long service life with minimal replacement part requirements, and the precise separation capability ensures material specification compliance. This combination of features delivers exceptional return on investment through reduced operating expenses, maximized uptime, and consistent performance that serious buyers demand for their critical operations. Key Features: - Heavy-duty construction with reinforced frames for extended service life - Dynamic circular motion mechanism ensuring efficient material movement - Multiple deck configurations supporting various separation requirements - Customizable screen media options including wire mesh and polyurethane - Simple maintenance design with easily accessible components Benefits: - High-capacity processing maximizing throughput and operational efficiency - Precise particle separation ensuring consistent product quality - Reduced maintenance requirements lowering operational costs - Energy-efficient operation minimizing power consumption - Adaptable to diverse materials and industry applications
Specifications
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
Circular motion vibrating screens deliver exceptional performance in heavy-duty material separation across industrial operations. Their robust construction handles coarse aggregates, minerals, and recycled materials with consistent accuracy, making them essential for operations requiring reliable size classification and throughput optimization in challenging conditions. These screening systems provide versatile solutions for processing various bulk materials from raw extraction to finished product stages. The efficient separation mechanism ensures optimal performance in continuous operation environments, reducing downtime while maintaining precise particle size distribution for quality control and process efficiency across multiple industries. Real-world applications: - Mining operations for separating coal, iron ore, copper, and precious minerals by particle size - Quarrying and aggregate production for grading sand, gravel, crushed stone, and road base materials - Construction industry for processing building materials and ensuring specification compliance - Recycling facilities for sorting demolition waste, scrap metals, and industrial byproducts - Cement manufacturing for screening clinker, limestone, and raw meal materials
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Eco Man, Gujarat Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Circular Motion Vibrating Screen For Mining Quarrying Construction
Circular motion vibrating screens provide reliable bulk material separation for mining, quarrying, and construction applications. Engineered for high capacity, durability, and minimal maintenance to maximize operational efficiency in demanding environments.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Eco Man
 Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer