undefined
Similar Products


Description
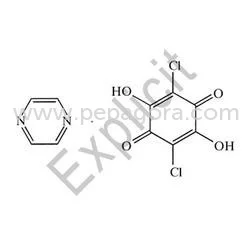
Premium Chloranilic Acid represents a high-purity chemical compound engineered for precision applications in scientific and industrial environments. This distinctive reddish-orange...
Premium Chloranilic Acid represents a high-purity chemical compound engineered for precision applications in scientific and industrial environments. This distinctive reddish-orange powder demonstrates exceptional stability and consistent performance as a reliable laboratory indicator. Manufactured under stringent quality control protocols, our Chloranilic Acid maintains superior absorbance characteristics and purity levels that meet rigorous industry standards. The product undergoes comprehensive testing to ensure batch-to-batch consistency, making it a trusted choice for professionals requiring accurate and reproducible results in their analytical processes. Our formulation delivers optimal performance across various chemical environments while maintaining structural integrity throughout its extended shelf life. This specialized chemical compound serves essential functions across multiple industries including pharmaceutical manufacturing, research laboratories, and chemical production facilities. In pharmaceutical operations, it functions as a crucial component in quality assurance testing and drug development processes. Research institutions utilize Chloranilic Acid for advanced chemical analysis and experimental studies requiring precise measurement indicators. The pigment industry employs this compound for colorimetric analysis and quality control in dye production. Educational institutions incorporate it into chemistry curricula to demonstrate advanced analytical techniques and chemical reaction principles, providing practical learning experiences for students. Organizations selecting our Chloranilic Acid benefit from unmatched reliability and technical superiority that directly impacts operational efficiency and result accuracy. The product's consistent quality ensures reduced experimental errors and repeatable outcomes, ultimately saving time and resources in research and production environments. The compound's extended shelf life and stable properties minimize waste and optimize inventory management for distributors and end-users. Our rigorous quality assurance process guarantees that every batch meets the highest standards of purity and performance, providing confidence in chemical supply chain integrity and supporting critical business operations with dependable analytical results. Key Features: - High-purity formulation ensuring consistent analytical results - Distinct reddish-orange powder with excellent solubility properties - Superior absorbance characteristics for precise measurements - Extended shelf life with maintained chemical stability - Reliable performance across various chemical environments Benefits: - Consistent quality reduces experimental errors and variability - Extended shelf life minimizes waste and optimizes inventory management - Precise measurements support accurate research and quality control - Stable properties ensure reliable performance over time - Trusted formulation enhances confidence in analytical results
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Chloranilic Acid serves as a vital chemical indicator in analytical chemistry and laboratory research environments. Its distinct color transition properties make it essential for titration processes and pH determination across various scientific applications. The compound's stability and reactivity ensure accurate, reproducible results in complex chemical analysis settings, supporting critical research and quality control functions. This versatile chemical finds extensive utilization across pharmaceutical manufacturing, industrial pigment production, and academic research institutions. Industries depend on its consistent performance for material analysis, quality verification testing, and educational laboratory experiments. The product's reliability and precision make it a preferred choice for professional applications requiring dependable chemical indicators with predictable reaction characteristics. - Pharmaceutical manufacturing for drug formulation and quality verification processes - Analytical chemistry laboratories for precise titration endpoint determination - Research institutions studying chemical reactions and molecular interactions - Pigment and dye production facilities for colorimetric analysis procedures - Educational laboratories teaching analytical chemistry techniques and principles
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Explicit Chemicals Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Raw Materials & Chemicals•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium Chloranilic Acid High Purity Laboratory Indicator For
Premium Chloranilic Acid high-purity laboratory indicator for pharmaceutical and chemical industries. Features reliable performance, consistent quality, and precise color change properties for accurate analytical testing and research applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Explicit Chemicals Pvt Ltd Maharashtra, India
Maharashtra, India
Raw Materials & ChemicalsManufacturer