₹
Apparel & Fashion
Loading subcategories...
View More

Description
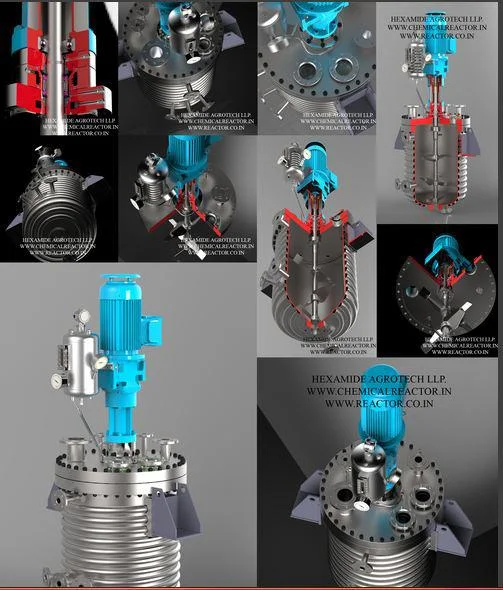
Industrial Chemical Reaction Vessels featuring advanced spiral technology represent the pinnacle of reliable processing equipment for demanding industrial applications. These vesse...
Industrial Chemical Reaction Vessels featuring advanced spiral technology represent the pinnacle of reliable processing equipment for demanding industrial applications. These vessels are engineered with superior temperature management capabilities and exceptional corrosion resistance, ensuring consistent performance even under the most challenging operating conditions. The innovative spiral design provides uniform heat distribution throughout the vessel, eliminating hot spots and ensuring precise temperature control critical for sensitive chemical reactions. Built with durable materials and robust construction, these vessels maintain structural integrity under high pressure while offering long service life with minimal maintenance requirements. Their design focuses on operational efficiency and safety, making them suitable for continuous industrial use across various processing environments. These reaction vessels serve essential roles across multiple industrial sectors where precise chemical processing is paramount. In pharmaceutical manufacturing, they enable controlled synthesis of active pharmaceutical ingredients and intermediates under strictly regulated conditions. The chemical processing industry relies on them for specialty chemical production, polymerization reactions, and compound development requiring exact temperature control. Food processing facilities utilize these vessels for fermentation processes and ingredient synthesis where hygiene and precise thermal management are critical. Environmental applications include wastewater treatment and effluent management systems where corrosion resistance and reliable performance are essential. Their versatility extends to research laboratories, pilot plants, and full-scale production facilities requiring controlled reaction environments for consistent output quality. The business value of these spiral technology reaction vessels lies in their exceptional operational reliability and long-term cost efficiency. Their maintenance-free design significantly reduces operational downtime while the corrosion-resistant materials extend equipment lifespan, providing excellent return on investment. The energy-efficient operation through optimal heat transfer lowers operating costs while maintaining high processing standards. These vessels ensure safe handling of hazardous materials and compliance with industry regulations, reducing operational risks. The reliable performance and durable construction translate to consistent product quality and enhanced production efficiency, making them valuable assets for industrial operations focused on sustainable, high-quality output. Key Features: - Advanced spiral technology for superior heat distribution and structural strength - High temperature resistance suitable for demanding thermal processes - Corrosion-resistant construction compatible with aggressive chemicals - Low-maintenance design reducing operational interruptions - Robust construction ensuring long-term reliability and performance Benefits: - Consistent temperature control for precise reaction management - Extended equipment lifespan through corrosion-resistant materials - Reduced operational costs with energy-efficient heat transfer - Minimal maintenance requirements for continuous production - Reliable performance ensuring consistent output quality
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our chemical reaction vessels with spiral technology provide precise thermal management and mixing capabilities for critical industrial processes. They maintain consistent performance under high temperatures and pressures, handling everything from sensitive pharmaceutical synthesis to aggressive chemical reactions. The robust construction ensures reliable operation across batch processing and continuous production systems, making them suitable for various industrial scales and chemical environments. These vessels are engineered to meet the demanding requirements of multiple sectors including pharmaceuticals, specialty chemicals, polymers, and food processing. Their corrosion-resistant materials and advanced temperature control systems make them ideal for handling diverse chemical compounds and reaction types. The spiral technology design enhances heat transfer efficiency while maintaining structural integrity, supporting complex manufacturing processes that require precise environmental control and reliable performance. - Pharmaceutical active ingredient synthesis and intermediate production - Specialty chemical manufacturing including acids, solvents, and fine chemicals - Polymerization processes for resins, plastics, and advanced materials - Food-grade processing applications such as fermentation and ingredient development - Environmental treatment systems including wastewater neutralization
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Hexamide Agro Tech Inc, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Chemical Reaction Vessels With Spiral Technology
Industrial Chemical Reaction Vessels with spiral technology deliver superior temperature control and corrosion resistance for pharmaceutical, chemical, and processing industries. These durable, low-maintenance vessels ensure reliable performance in demanding industrial environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Hexamide Agro Tech Inc Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer