₹
Apparel & Fashion
Loading subcategories...
View More
Description
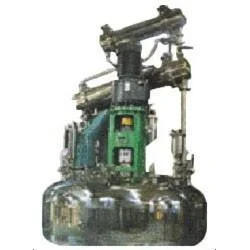
Our industrial chemical processing plants represent comprehensive engineered solutions for large-scale chemical manufacturing, designed to convert raw materials into finished produ...
Our industrial chemical processing plants represent comprehensive engineered solutions for large-scale chemical manufacturing, designed to convert raw materials into finished products through precisely controlled reactions, separations, and purification processes. These complete systems integrate specialized equipment including reaction vessels, heat exchangers, distillation columns, and purification units into cohesive production lines that maintain exact control over temperature, pressure, and chemical composition. Constructed to withstand corrosive materials and demanding operating conditions, these plants ensure consistent product quality while emphasizing operator safety and environmental compliance. The engineered design approach accommodates specific production volumes, chemical processes, and facility constraints, making them suitable for both new installations and existing facility expansions. These processing plants serve essential manufacturing functions across multiple industrial sectors, providing the production foundation for pharmaceutical active ingredients, agricultural chemicals, and specialized industrial compounds. In pharmaceutical manufacturing, they enable compliant production of APIs and intermediates with precise quality management. Fertilizer producers utilize these systems for nitrogen processing, phosphate treatment, and compound fertilizer manufacturing. Specialty chemical manufacturers depend on them for consistent batch processing of dyes, pigments, and performance chemicals, while petrochemical operations employ them for refinery processes and hydrocarbon treatment applications. The versatility of these plants also extends to water treatment chemical production, polymer manufacturing, and industrial solvent synthesis across global industrial markets. The operational value of our chemical processing plants lies in their reliability, efficiency, and long-term production consistency. These systems are engineered to minimize operational interruptions through durable construction and integrated safety systems, ensuring continuous manufacturing that supports your production targets. The tailored engineering allows for optimal alignment with your specific chemical processes, reducing implementation costs and enhancing overall system performance. With advanced control systems and automated operational features, these plants reduce manual intervention requirements while maintaining precise process management. The robust construction and quality components ensure extended operational life with minimal maintenance needs, delivering strong return on investment through years of dependable operation and consistent product manufacturing. Key Features: - Engineered design developed for specific chemical processes and production requirements - Quality corrosion-resistant materials construction for long service life - Integrated automation and control systems for accurate process management - Modular design enabling future expansion and process adjustments - Comprehensive safety systems including pressure management, emergency shutdown, and containment capabilities Benefits: - Customized engineering matching specific chemical processes and production needs - Durable corrosion-resistant construction ensuring extended operational lifespan - Automated control systems providing precise process management and monitoring - Flexible modular design supporting future expansion and process modifications - Integrated safety systems protecting operations, personnel, and the environment
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial chemical processing plants serve as the foundation for transforming raw materials into valuable chemical products through controlled reactions and purification processes. These systems handle complex manufacturing requirements across multiple sectors while maintaining consistent quality output and operational reliability. Our plants are engineered to meet specific production demands while ensuring safety compliance and efficiency throughout continuous industrial operations. These processing systems fulfill critical manufacturing roles in pharmaceutical production, agricultural chemical synthesis, and specialty chemical manufacturing. They support various operational methods including batch processing, continuous flow operations, and hybrid production approaches according to your specific requirements. The adaptable nature of these plants allows for implementation across diverse chemical processes while maintaining stringent quality standards and regulatory compliance measures. - Pharmaceutical manufacturing for active pharmaceutical ingredients and intermediate chemical synthesis - Fertilizer production facilities for nitrogen-based, phosphate, and compound fertilizer manufacturing - Specialty chemical production for industrial compounds, dyes, and performance chemicals - Petrochemical operations for refinery processes and hydrocarbon treatment systems - Water treatment chemical manufacturing for municipal and industrial purification applications
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Water & Chemical Technologies, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Chemical Processing Plants For Pharmaceuticals And Fertilizers
Industrial chemical processing plants for pharmaceuticals and fertilizers deliver reliable high-quality systems engineered for efficient production of specialty chemicals with precise process control and operational safety.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Water & Chemical Technologies Tamil Nadu, India
Tamil Nadu, India
Manufacturer