undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our industrial chemical distillation columns are precision-engineered separation systems designed for demanding processing applications across multiple industries. These columns fa...
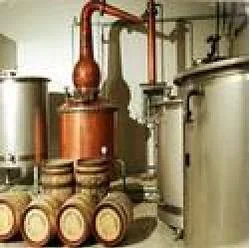
Our industrial chemical distillation columns are precision-engineered separation systems designed for demanding processing applications across multiple industries. These columns facilitate the separation of liquid mixtures through controlled vaporization and condensation processes, achieving high-purity product recovery with exceptional efficiency. Built to meet specific client requirements, they handle various feedstocks including challenging materials that present unique treatment considerations. The columns are constructed with durability and operational reliability as primary design considerations, ensuring consistent performance in continuous industrial operations. Their engineering focuses on maximizing separation efficiency while maintaining operational stability under varying process conditions. These distillation systems find extensive application across process industries where separation and purification are critical manufacturing steps. The pharmaceutical industry utilizes them for purifying active ingredients and solvents to meet stringent regulatory standards for product quality and safety. Petrochemical and refinery operations employ these columns for fractionating crude oil into various fuel products and chemical feedstocks with precise boiling point separations. Alcohol production facilities, particularly those integrated with agricultural processing units, rely on these systems for ethanol purification and concentration to meet industry specifications. Specialty chemical manufacturers use them for producing high-value intermediates and final products requiring exact purity specifications for downstream applications. The business value of our distillation columns lies in their proven reliability, operational efficiency, and engineering excellence that directly impact production profitability. These systems enhance manufacturing efficiency by maximizing product recovery rates and minimizing energy consumption through optimized thermal design and process integration. Their robust construction ensures continuous operation with minimal maintenance requirements, reducing downtime and associated production losses. The engineering approach allows businesses to obtain equipment perfectly suited to their specific processes rather than adapting operations to standard equipment limitations. This results in superior separation performance, consistent product quality, and improved overall process economics for industrial operations. Key Features: - Custom-engineered designs based on client specifications and process requirements - Robust construction using corrosion-resistant materials for long service life - Precision temperature and pressure control systems for optimal separation efficiency - Scalable capacity options suitable for pilot plants to full-scale production - Integrated safety features including pressure relief and emergency shutdown systems Benefits: - Enhanced separation efficiency leading to higher product purity and recovery rates - Reduced operational costs through optimized energy consumption and maintenance - Increased production reliability with minimal downtime and consistent performance - Long equipment service life with corrosion-resistant construction materials - Improved process safety with integrated emergency and pressure control systems
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Chemical distillation columns separate liquid mixtures into pure components through controlled boiling and condensation processes. These systems are essential for industries requiring high-purity products, handling diverse feedstocks while maintaining strict quality standards and operational efficiency in continuous manufacturing environments. Our distillation columns serve critical roles in pharmaceutical purification, biofuel production, and specialty chemical manufacturing. They process various materials including distillery slop with minimal suspended solids, featuring custom designs that ensure optimal performance for specific industrial applications and challenging operational conditions. - Purifying ethanol from fermented molasses in sugar mill-based distilleries - Separating crude oil fractions in petrochemical refineries for fuel production - Recovering high-purity solvents for pharmaceutical and cosmetic manufacturing - Processing essential oils and aromatic compounds in fragrance industry - Treating industrial wastewater by recovering valuable chemicals from process streams
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Bhagyoday Engineering Works, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Chemical Distillation Columns For Separation Processes
Industrial chemical distillation columns for precise separation processes in pharmaceuticals, petrochemicals, and ethanol production. Engineered for reliability, efficiency, and tailored specifications with competitive global shipping options.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Bhagyoday Engineering Works Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer





