₹
Apparel & Fashion
Loading subcategories...
View More

Description
Industrial Chemical Crushers represent heavy-duty processing equipment engineered specifically for reducing mineral aggregates and chemical lumps to precise particle sizes. These r...
Industrial Chemical Crushers represent heavy-duty processing equipment engineered specifically for reducing mineral aggregates and chemical lumps to precise particle sizes. These robust machines feature advanced crushing mechanisms that handle tough materials efficiently while maintaining consistent output quality. Built for continuous operation in demanding industrial environments, they incorporate durable components and precision engineering to withstand rigorous processing requirements. The crushers deliver reliable performance across various material types and production volumes, ensuring optimal preparation for subsequent manufacturing stages while minimizing operational interruptions. These crushers serve essential functions across multiple industrial sectors including chemical manufacturing, mining operations, pharmaceutical production, fertilizer processing, and construction materials. Chemical plants utilize them for processing raw materials and intermediate compounds before synthesis reactions. Mining operations depend on them for mineral beneficiation processes where consistent particle size enables efficient extraction. Pharmaceutical manufacturers rely on these crushers for preparing active ingredients with specific size specifications, while construction material producers use them for aggregate preparation in concrete and asphalt production. Their versatility makes them suitable for both large-scale industrial facilities and specialized processing operations. The business value of Industrial Chemical Crushers lies in their operational reliability, processing efficiency, and long-term cost-effectiveness. These machines significantly reduce processing time and energy consumption while maintaining consistent output quality, directly impacting production economics and throughput. Their heavy-duty construction minimizes maintenance requirements and extends operational lifespan, providing substantial long-term savings. The precision crushing capability ensures optimal material preparation for downstream processes, enhancing overall production efficiency and product quality. These crushers represent a strategic investment in processing infrastructure that delivers measurable returns through improved operational performance and reduced total cost of ownership. Key Features: - Heavy-duty construction withstands continuous industrial operation - Precision crushing mechanisms ensure consistent particle size distribution - Robust components designed for minimal maintenance requirements - Efficient processing of various mineral aggregates and chemical lumps - Engineered for reliable performance in demanding environments Benefits: - Enhanced processing efficiency reduces operational costs - Consistent particle size improves downstream process quality - Minimal maintenance requirements lower total ownership costs - Reliable performance ensures continuous production flow - Durable construction provides long-term operational value
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial Chemical Crushers deliver precise size reduction for mineral aggregates and chemical lumps across demanding processing environments. Their robust construction ensures continuous operation with minimal downtime, maintaining consistent output quality for various industrial materials and production requirements. These machines handle diverse material characteristics while providing reliable performance in high-volume processing scenarios where particle consistency directly impacts final product quality. These crushers serve critical roles in chemical processing, mineral beneficiation, pharmaceutical preparation, and construction material production. They are engineered to maintain contamination-free operation while achieving specific particle size distributions required for different industrial applications. The equipment adapts to various production scales and material types, making it suitable for both primary crushing stages and specialized size reduction processes across multiple sectors. - Processing chemical lumps into uniform powders for pharmaceutical ingredient manufacturing - Crushing mineral aggregates to specified sizes for construction material production - Reducing fertilizer compounds into consistent granules for agricultural applications - Preparing raw mineral ores for beneficiation and extraction processes - Recycling industrial chemical by-products through efficient size reduction for reuse
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Almeida Brothers, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
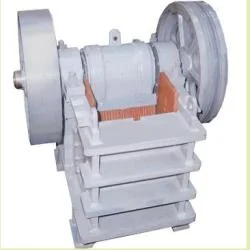
Industrial Chemical Crushers For Mineral Aggregates And Chemical Lumps
Industrial Chemical Crushers efficiently crush mineral aggregates and chemical lumps with superior reliability and low maintenance for consistent industrial processing needs.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Almeida Brothers Maharashtra, India
Maharashtra, India
Manufacturer