undefined

Similar Products





Description
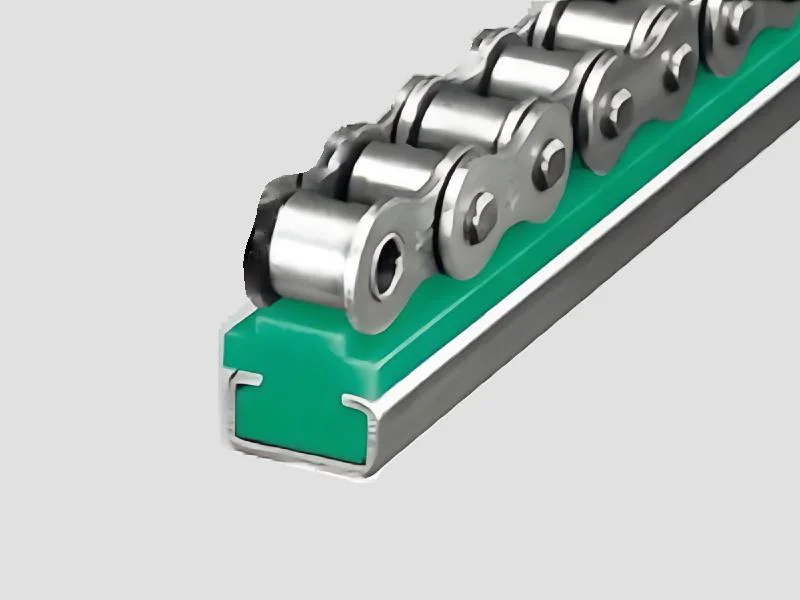
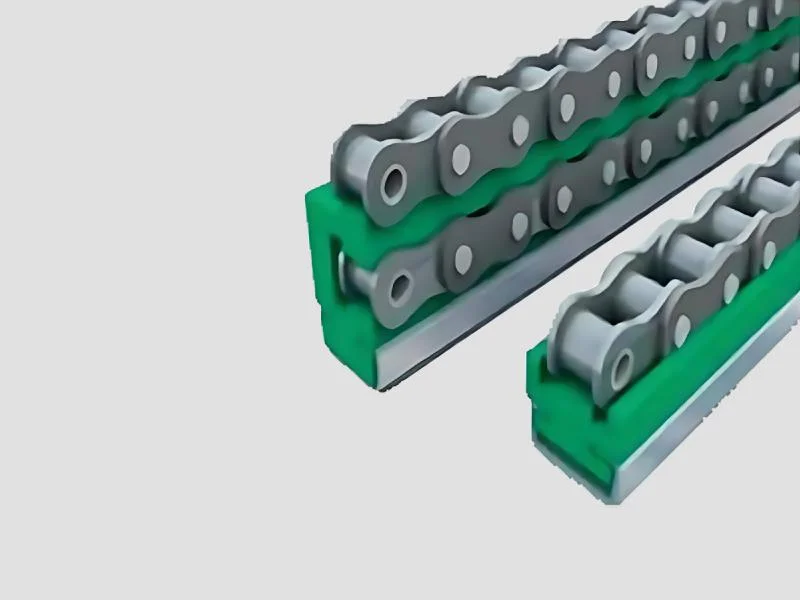
Our heavy-duty chain conveyors represent the pinnacle of reliability in bulk material handling systems, specifically engineered for demanding industrial applications. Constructed f...
Our heavy-duty chain conveyors represent the pinnacle of reliability in bulk material handling systems, specifically engineered for demanding industrial applications. Constructed from high-quality MS (Mild Steel) or GI (Galvanized Iron) based on operational requirements, these conveyors feature complete powder coating that significantly enhances their lifespan and corrosion resistance. The interior surfaces are treated with food-grade varnish, making them perfectly suitable for food processing industries where hygiene and safety are paramount. Designed for bulk transportation over long distances, these systems incorporate UHMWPE liners that prevent wear and tear of the main body, ensuring sustained performance even under continuous operation. The customizable design adapts seamlessly to specific operational needs and space constraints. These chain conveyors find extensive application across multiple industries, with particular dominance in food processing sectors including rice mills and flour mills where they handle everything from raw grains to finished products. Beyond food processing, they serve critical roles in manufacturing plants, agricultural storage facilities, and bulk material handling operations across various sectors. The versatility of these systems allows them to transport diverse materials including grains, powders, packaged goods, and raw materials with equal efficiency. Industries value these conveyors for their ability to maintain consistent material flow in automated production lines, warehouse logistics, and processing facilities where reliability and continuous operation are non-negotiable requirements for operational success. The operational value of our chain conveyors extends far beyond material transportation, offering tangible returns through enhanced efficiency and reduced maintenance costs. Their robust construction and wear-resistant features translate to significantly lower downtime and reduced replacement frequency, providing substantial long-term cost savings. The customization options ensure perfect integration with existing machinery and processes, eliminating compatibility issues and maximizing operational synergy. Operations benefit from improved workplace safety through reduced manual handling and consistent material flow that prevents production bottlenecks. The reliability of these systems builds trust in your operations, ensuring that production targets are met consistently while maintaining the highest standards of quality and efficiency in material handling processes. Key Features: - Constructed from high-quality MS or GI materials for durability - Complete powder coating for enhanced corrosion resistance - Food-grade varnish treatment on interior surfaces - UHMWPE liners to prevent wear and tear - Customizable dimensions to meet specific needs Benefits: - Long service life with minimal maintenance requirements - Enhanced operational efficiency in material handling - Reduced downtime through reliable performance - Improved workplace safety with automated handling - Cost-effective long-term material transport solution
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These heavy-duty chain conveyors provide continuous material handling solutions for food processing industries including rice and flour milling operations. They efficiently transport bulk grains, powders, and processed materials across production facilities, maintaining consistent flow while reducing manual handling requirements. The robust construction withstands heavy loads and demanding operating conditions, ensuring minimal downtime and maximum productivity in high-volume processing environments. Beyond food processing applications, these conveyors serve critical roles in manufacturing plants, agricultural storage facilities, and bulk material handling operations across various sectors. Their adaptable design allows seamless integration with existing machinery and accommodation of different space constraints and material types. Industries depend on them for moving everything from raw grains to finished products, making them essential components for automated production lines and warehouse logistics operations. - Transporting paddy and milled rice through processing stages in rice mills - Moving wheat and flour between milling, sifting, and packaging in flour mills - Handling bulk grains in agricultural storage and food processing facilities - Conveying packaged goods and raw materials in manufacturing settings - Supporting material flow in automated production lines for consistent efficiency
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
M M Consultancy Servicess, Madhya Pradesh
 Madhya Pradesh, India
Madhya Pradesh, India
Construction•Trading CompanyDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Heavy Duty Chain Conveyors For Bulk Material Handling In Rice Mills
Heavy duty chain conveyors for bulk material handling in rice mills, flour mills, and industrial plants. Customizable MS/GI construction with powder coating ensures reliability and long service life for demanding applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
M M Consultancy Servicess Madhya Pradesh, India
Madhya Pradesh, India
ConstructionTrading Company



