undefined
Similar Products




Description
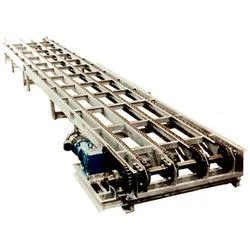
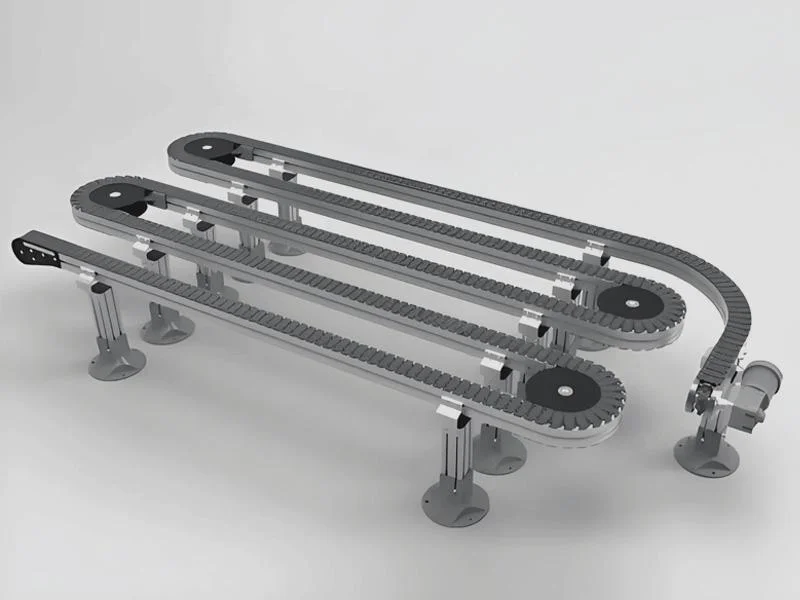
Our industrial chain conveyor systems are engineered for efficient bulk material handling in demanding industrial environments. These durable systems feature multiple endless chain...
Our industrial chain conveyor systems are engineered for efficient bulk material handling in demanding industrial environments. These durable systems feature multiple endless chains designed for direct loading capabilities and reliable material transport. The chains are precisely fitted at the bottom of troughs to effectively pull bulk materials during transportation, ensuring smooth and consistent movement throughout your operations. Built with heavy-duty construction materials, these conveyors handle various commodities including pallets, boxes, and industrial components with precision and efficiency, making them ideal for continuous operation in diverse industrial settings where reliability and performance are paramount. These chain conveyors serve critical roles across multiple industries including automotive manufacturing, food processing, warehousing, packaging, and general manufacturing. In automotive plants, they transport heavy components along assembly lines with precision timing. Food processing facilities utilize them for bulk ingredient handling while maintaining necessary hygiene standards and operational efficiency. Warehouse operations depend on these systems for efficient pallet movement and distribution center logistics, ensuring smooth material flow from receiving to shipping areas. Manufacturing plants integrate them into production lines for seamless material transfer between different processing stages. The business value of our chain conveyors lies in their exceptional reliability, reduced maintenance requirements, and long-term performance consistency. Built with premium construction materials, these systems minimize downtime and operational disruptions, ensuring continuous productivity. The efficient design reduces energy consumption and operational costs over time while maintaining high throughput capacity. These conveyors are engineered to withstand harsh industrial conditions, providing years of trouble-free service with minimal maintenance needs, making them a smart investment for businesses focused on operational excellence and cost efficiency. Key Features: - Multiple endless chains for direct loading capabilities - Trough-mounted chain configuration for effective material pulling - Heavy-duty construction materials for durability - Customizable length and capacity options - Smooth operation mechanism for consistent performance Benefits: - Enhanced operational efficiency through continuous material flow - Reduced manual handling and labor costs - Minimal maintenance requirements and downtime - Long service life with reliable performance - Improved workplace safety and productivity
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Chain conveyor systems provide continuous, efficient transport for heavy loads and bulk materials across production and distribution facilities. These systems handle various industrial goods with precision, making them essential for manufacturing plants, warehouses, and processing facilities where reliable material handling is critical for operational success and productivity enhancement. Their robust construction ensures suitability for demanding environments and heavy-duty applications. These conveyors support automated material flow in assembly lines, packaging operations, and distribution centers, reducing manual handling while maintaining consistent throughput in challenging industrial conditions, ensuring seamless operations and improved workflow efficiency. - Automotive assembly lines for moving components and parts - Food processing plants for bulk ingredient handling - Warehouse distribution centers for pallet transportation - Manufacturing facilities for production line integration - Packaging operations for efficient product movement
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Destiny Solutions & Engineers, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Chain Conveyor Systems For Bulk Material Handling
Industrial chain conveyor systems for bulk material handling offer durable transport for pallets, boxes, and components with smooth operation and reliable performance in demanding industrial environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Destiny Solutions & Engineers Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer




