₹
Apparel & Fashion
Loading subcategories...
View More
Description
The Motorised Centrifuge Extractor represents precision engineering for determining bitumen percentage in bituminous mixtures through advanced centrifugal separation. This professi...
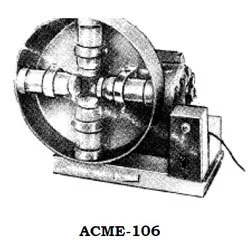
The Motorised Centrifuge Extractor represents precision engineering for determining bitumen percentage in bituminous mixtures through advanced centrifugal separation. This professional-grade equipment combines a removable aluminum rotor bowl with 1500g capacity, secure cap with tightening nut, and solvent introduction system that operates during testing. The bowl assembly mounts on a vertical shaft within a cast housing, with motorised rotation provided by an enclosed gear system and electric motor operating on 230V AC single phase power. The system includes comprehensive safety features to prevent solvent entry into the motor rotor while providing efficient drainage for collected dissolved bitumen. This complete package includes filter paper discs and is engineered for reliable performance in demanding laboratory environments where accuracy and consistency are paramount. This centrifuge extractor serves essential roles across multiple sectors including road construction, civil engineering, infrastructure development, and materials testing laboratories. Highway departments and construction companies utilize it for quality assurance in asphalt production and road maintenance projects. Engineering consultancies and research institutions employ it for compliance testing with international standards, ensuring materials meet specified requirements. The equipment proves particularly valuable for government infrastructure initiatives, private construction firms, and educational institutions offering civil engineering programs where accurate bitumen content determination is fundamental to project specifications and quality control protocols that ensure long-lasting infrastructure. The operational value of this motorised centrifuge extractor lies in its reliability, accuracy, and time-saving automation compared to manual alternatives. The motorised operation ensures consistent testing results while significantly reducing operator fatigue and potential human error. The robust cast housing and quality components provide exceptional long-term durability, minimizing operational downtime and maintenance costs. The advanced solvent protection system extends equipment lifespan while ensuring operational safety in laboratory settings. This investment delivers superior return through improved testing efficiency, guaranteed compliance with industry standards, and enhanced capability for quality assurance that builds trust with clients and regulatory bodies alike. Key Features: - Motorised operation with 230V AC single phase power supply - Removable aluminum rotor bowl with 1500g capacity - Solvent introduction system with protective cap and tightening nut - Enclosed gear system in cast housing for durability - Complete drainage system for efficient bitumen collection Benefits: - Consistent testing results with reduced operator fatigue - Long-term durability minimizing maintenance costs - Enhanced safety with solvent protection system - Compliance with international testing standards - Improved testing efficiency and workflow integration
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This motorised centrifuge extractor delivers precise bitumen content analysis for construction material testing laboratories and road construction companies. Using centrifugal force and solvent separation, it ensures compliance with ASTM and AASHTO standards while eliminating manual effort. The motorised operation provides consistent results for quality assurance in critical infrastructure projects and asphalt production processes. Engineered for civil engineers, highway departments, and asphalt plants, this equipment supports rigorous quality control protocols. Its robust construction handles frequent testing demands while preventing solvent contamination. The unit operates on standard 230V AC power and includes filter papers, making it suitable for various laboratory environments without requiring special installations or modifications. - Quality control testing of asphalt mixes in road construction projects - Bitumen content verification in asphalt production plants - Research and development in civil engineering laboratories - Compliance testing for government infrastructure departments - Educational training in construction material testing courses
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

ACME Scientific International, New Delhi
 New Delhi, India
New Delhi, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Motorised Centrifuge Extractor for Bitumen Testing in Asphalt Mixes
Motorised Centrifuge Extractor for accurate bitumen percentage testing in asphalt mixes. Features 1500g capacity, solvent-safe design, and reliable motorised operation for construction labs and quality control teams.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
ACME Scientific International New Delhi, India
New Delhi, India
Manufacturer