undefined

Similar Products







Description
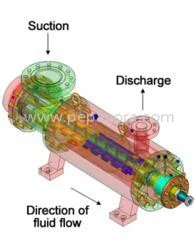
Our industrial centrifugal pumps represent engineering excellence in fluid handling technology, designed specifically for chemical processing and industrial fluid transfer applicat...
Our industrial centrifugal pumps represent engineering excellence in fluid handling technology, designed specifically for chemical processing and industrial fluid transfer applications. Manufactured to international quality standards, these pumps deliver reliable performance in demanding process environments across various sectors. The precision engineering ensures consistent flow rates and pressure maintenance while optimizing operational efficiency. This commitment to quality has established us as leading centrifugal pump manufacturers serving industrial clients worldwide with dependable fluid transfer solutions. These centrifugal pumps serve critical functions across multiple industries including chemical processing, water treatment, manufacturing operations, pharmaceutical production, and agricultural applications. In chemical plants, they handle aggressive fluids including acids, alkalis, and solvents with superior corrosion resistance. Water treatment facilities utilize them for moving treated water and chemical additives throughout purification processes. Manufacturing plants depend on these pumps for coolant circulation and process fluid transfer operations, while the pharmaceutical industry employs them for handling purified water and sensitive process chemicals while maintaining strict purity standards. The business value of our centrifugal pumps lies in their operational reliability, reduced maintenance requirements, and extended service life. These factors directly contribute to lower total cost of ownership and minimized operational downtime across your facilities. The pumps are engineered for continuous operation in demanding environments, ensuring consistent performance that protects your production processes and maintains operational continuity. Robust construction ensures durability even when handling aggressive chemicals or high-volume transfer requirements, providing peace of mind for buyers who prioritize operational reliability and long-term value in their fluid handling systems. Key Features: - Engineered to international quality standards for consistent performance - Customizable sizes and configurations to meet specific operational requirements - Robust construction suitable for aggressive chemicals and demanding environments - Precision engineering for optimal flow rates and pressure maintenance - Corrosion-resistant materials ensuring longevity and reliability Benefits: - Reduced maintenance requirements and extended service life - Lower total cost of ownership through efficient operation - Minimized operational downtime with reliable performance - Consistent flow rates and pressure for process stability - Durable construction for handling aggressive chemical fluids
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial centrifugal pumps efficiently handle diverse fluids including chemicals, water, and solvents across demanding operational environments. Engineered for continuous operation where reliability and consistent performance are critical, these pumps maintain chemical compatibility and operational safety during fluid transfer processes. Their robust construction ensures longevity even when handling aggressive chemicals or high-volume transfer requirements across various industrial settings. These centrifugal pumps serve multiple industries including chemical manufacturing, water treatment facilities, and industrial processing plants. The adaptable design allows for customization to specific operational requirements, making them suitable for both standard applications and specialized processes. Precision engineering ensures optimal flow rates and pressure maintenance while corrosion-resistant materials provide extended service life in challenging conditions. - Chemical processing plants for transferring acids, solvents, and alkaline solutions - Water treatment facilities for moving treated water and chemical additives - Manufacturing plants for coolant circulation and process fluid transfer - Pharmaceutical industry for handling purified water and process chemicals - Agriculture and irrigation systems for water distribution and chemical dosing
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Parekh & Company, Gujarat
 Gujarat, India
Gujarat, India
Electronics & Electrical•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Centrifugal Pumps For Chemical Processing And Fluid Transfer
Industrial centrifugal pumps for chemical processing and fluid transfer applications. Built for reliability and demanding industrial environments across multiple sectors. Engineered to international quality standards for consistent performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Parekh & Company Gujarat, India
Gujarat, India
Electronics & ElectricalManufacturer




