undefined

Similar Products







Description
Industrial automation capacitive proximity sensors represent advanced detection technology designed for non-contact level monitoring of various materials including liquids, powders...
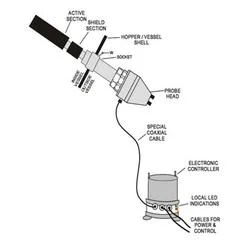
Industrial automation capacitive proximity sensors represent advanced detection technology designed for non-contact level monitoring of various materials including liquids, powders, granules, and solid substances. These sensors operate on the principle of capacitance change detection, generating an electrostatic field that responds when any material enters the sensing area. This technology enables reliable detection through non-metallic containers and barriers, providing versatile application possibilities across different industrial environments. Built with robust construction and IP67 protection, these sensors withstand demanding conditions while delivering consistent performance with adjustable sensitivity for precise material detection requirements. Multiple industries rely on capacitive proximity sensors for critical level detection and monitoring applications. Manufacturing facilities utilize them for material presence verification on production lines and conveyor systems. Food processing plants depend on these sensors for accurate level monitoring of ingredients in storage containers and processing equipment. Pharmaceutical operations employ them for precise powder and liquid detection in controlled environments. Water treatment facilities use capacitive sensors for tank level monitoring and leak prevention, while packaging industries integrate them for fill level control in automated bottling and container filling lines. Businesses achieve significant operational advantages through the implementation of capacitive proximity sensors, including enhanced process reliability and reduced manual intervention. The non-contact detection method eliminates mechanical wear, ensuring long service life and minimal maintenance requirements. These sensors provide consistent performance in challenging environments, reducing production downtime and improving overall equipment effectiveness. The reliable switching transducer operation ensures accurate detection across various materials, supporting quality control and process automation. This technology delivers cost-effective solutions for industrial automation needs, contributing to improved productivity and operational efficiency. Key Features: - Non-contact detection capability for liquids, powders, granules, and solids - Adjustable sensitivity settings for precise material detection - IP67 rated enclosure providing protection against dust and water - Wide operating temperature range suitable for industrial environments - Robust construction with reliable switching transducer operation Benefits: - Enhanced process reliability through consistent non-contact detection - Reduced maintenance requirements with no mechanical wear components - Improved operational efficiency with accurate level monitoring - Versatile application across various materials and industries - Cost-effective automation solution with long service life
Specifications
| Key Attributes | |
|---|---|
| Output | Switching Transducer |
| Theory | Inductance Sensor |
| Usage | Level Sensor |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Capacitive proximity sensors provide reliable non-contact detection for various materials including liquids, powders, and solid substances. Their advanced sensing technology ensures accurate level monitoring and object detection even through non-metallic barriers, making them indispensable for industrial automation systems where precision and consistency are critical requirements for operational efficiency and process control. These sensors serve multiple industries including manufacturing, food processing, pharmaceuticals, and material handling operations. They excel in challenging environments with dust, moisture, or temperature variations, maintaining consistent performance where other detection methods might fail. The robust construction and reliable switching capabilities ensure long-term operation with minimal maintenance needs across diverse industrial applications. - Liquid level monitoring in storage tanks and processing vessels across industries - Powder and granular material level detection in silos and hoppers - Fill level control in packaging lines for containers and bottles - Presence detection of non-metallic materials on conveyor systems - Overflow prevention and leak detection in chemical processing plants
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Dhanam Electricals, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Electronics & Electrical•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Eastern Asia
South Asia
Southeast Asia
Industrial Automation Capacitive Proximity Sensor For Level Detection
Industrial automation capacitive proximity sensor for non-contact level detection of liquids, powders, and solids. Features reliable switching transducer operation with robust construction for demanding industrial environments.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Dhanam Electricals Tamil Nadu, India
Tamil Nadu, India
Electronics & ElectricalManufacturer

