undefined
Similar Products



Description
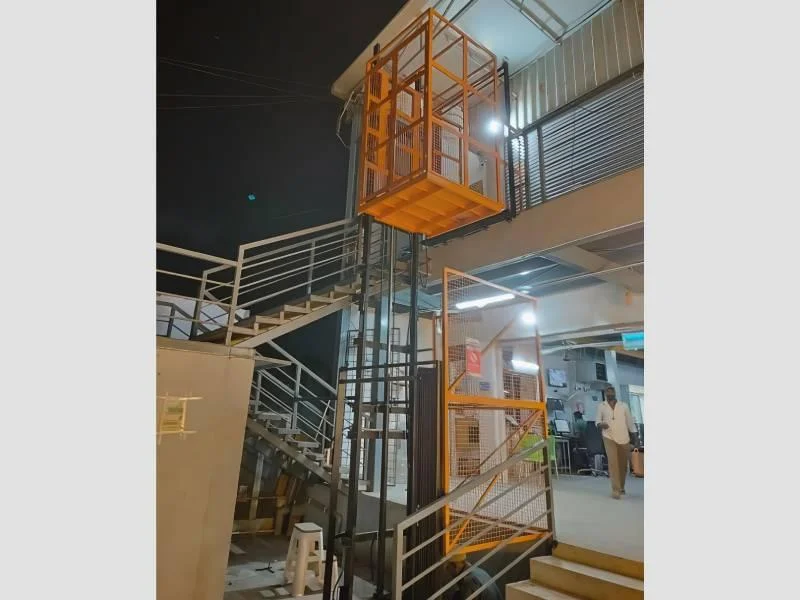
This industrial caged goods lift represents a premium vertical transportation solution engineered for demanding commercial and industrial environments. Constructed from high-grade ...
This industrial caged goods lift represents a premium vertical transportation solution engineered for demanding commercial and industrial environments. Constructed from high-grade steel with a substantial 5-10 ton capacity, this CE-certified lifting system ensures secure and efficient movement of goods between different levels. The square/rectangle design provides optimal loading space while maintaining structural integrity, making it suitable for various facility layouts and space configurations. Backed by a comprehensive 1-year warranty, this durable lifting solution offers reliability and operational confidence for businesses requiring consistent heavy-duty performance in their daily operations. This versatile lifting equipment serves multiple industrial sectors including manufacturing plants, warehouse facilities, logistics centers, retail complexes, and various industrial operations. In manufacturing environments, it efficiently transports raw materials, work-in-progress items, and finished products between different production floors and workstations. Warehouse operations benefit from its ability to move heavy inventory safely between storage levels, while distribution centers utilize its substantial capacity for loading and unloading cargo from different building levels. The commercial sector employs these lifts for efficient stock transfer in multi-level retail spaces, and industrial plants rely on them for handling heavy machinery components, equipment, and supplies securely across different operational areas. The business value of this caged goods lift extends beyond basic transportation functionality—it significantly enhances operational efficiency, reduces manual handling risks, and improves overall workplace safety standards. The robust steel construction minimizes maintenance requirements and operational downtime, ensuring continuous performance in demanding industrial environments. The CE certification demonstrates full compliance with international safety standards, making the equipment suitable for global operations and export markets. The reliable performance ensures long-term cost savings through reduced operational interruptions, lower maintenance expenses, and improved productivity across various industrial applications and usage scenarios. Key Features: - Heavy-duty steel construction with 5-10 ton load capacity - CE certification ensuring international safety compliance - Square/rectangle design for optimal space utilization - Comprehensive 1-year warranty coverage - Robust caged structure for enhanced security during operation Benefits: - Enhanced operational efficiency through reliable vertical transportation - Improved workplace safety with secure caged design and CE certification - Reduced maintenance costs with durable steel construction - Long-term reliability backed by comprehensive warranty protection - Optimal space utilization with square/rectangle design for various layouts
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Capacity | 5-10 Tonskg |
| Certification | CE Certified |
| Warranty | 1 Year |
| Shape | Square/Rectangle |
| Material | Steel |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This robust caged goods lift provides secure vertical transportation for heavy loads across multiple industrial settings. The durable steel construction and substantial 5-10 ton capacity make it ideal for facilities where reliable material handling is essential for operational efficiency and workplace safety. The equipment maintains consistent performance in demanding environments while ensuring goods move safely between levels. The square/rectangle design offers excellent space utilization while maintaining structural integrity under heavy loads. CE certification guarantees compliance with international safety standards, making this lift suitable for global operations and various industrial requirements. With comprehensive 1-year warranty protection, businesses can depend on this equipment for daily heavy-duty applications without compromising reliability or performance standards. - Warehouses for safe vertical transport of heavy inventory and palletized goods - Manufacturing facilities for moving raw materials between production levels - Distribution centers for efficient loading and unloading of cargo - Retail complexes for stock transfer between storage and sales floors - Industrial plants for handling machinery components and equipment safely
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

MHE Movers, Karnataka Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Industrial Caged Goods Lift 5 10 Ton Steel CE Certified 1 Year Warranty
Industrial caged goods lift with 5-10 ton capacity, CE certified steel construction for vertical transport in warehouses, factories, and commercial buildings. Reliable lifting solution with 1-year warranty for heavy-duty applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
MHE Movers
 Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer