undefined

Similar Products






Description
Butyl Acetate represents a high-purity ester solvent recognized for its strong solvency power and characteristic fruity odor. This colorless, flammable liquid undergoes meticulous ...
Butyl Acetate represents a high-purity ester solvent recognized for its strong solvency power and characteristic fruity odor. This colorless, flammable liquid undergoes meticulous manufacturing processes to ensure consistent quality across all production batches. As an established supplier, we provide Butyl Acetate in diverse packaging solutions including secure bags, robust barrels, and bulk tanker configurations to accommodate varying volume requirements. Each batch undergoes comprehensive quality verification to guarantee optimal performance in your specific industrial applications, establishing it as a dependable choice for buyers who prioritize consistency and technical excellence in their chemical inputs. This adaptable solvent fulfills essential roles across multiple industrial sectors including paints and coatings, adhesive systems, pharmaceutical manufacturing, and printing ink production. Within the paint industry, it functions as an active solvent for nitrocellulose lacquers and acrylic resin systems, delivering superior flow and leveling characteristics. The adhesive manufacturing sector utilizes Butyl Acetate for developing contact cements and rubber-based adhesives due to its effective solvency and controlled evaporation profile. Pharmaceutical manufacturers employ it as an extraction medium and reaction solvent, while the printing industry values its capacity to modify ink viscosity and drying parameters without sacrificing print quality or resolution. Businesses consistently select our Butyl Acetate for its demonstrated reliability and uniform performance that translates to predictable manufacturing outcomes. The product's consistent quality ensures your production processes maintain stability, reducing variability and minimizing product rejects. Our responsive supply network guarantees continuous availability, preventing production interruptions, while multiple packaging alternatives enable optimization of logistics and storage expenses. The product's competitive market positioning combined with its technical performance delivers outstanding value, making it an intelligent selection for quality-focused buyers who demand both economic and performance advantages. Key Features: - High purity formulation ensuring reliable performance across sensitive applications - Multiple packaging configurations including bags, barrels, and bulk tanker loads - Immediate stock availability facilitating prompt shipment and shortened lead times - Consistent specifications maintained to meet precise industry requirements - Rigorous quality assurance protocols ensuring batch-to-batch uniformity Benefits: - Consistent product quality translates to stable manufacturing processes and reduced variability - Flexible packaging options enable optimized storage solutions and cost-efficient logistics - Ready availability minimizes production delays and ensures supply chain continuity - Standardized specifications guarantee predictable performance in diverse applications - Comprehensive quality control delivers reliable results batch after batch
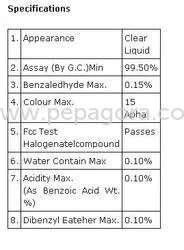
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Butyl Acetate serves as a versatile industrial solvent valued for its excellent dissolving properties and balanced evaporation rate. It performs reliably in paint and coating formulations where it enhances flow characteristics while preventing surface defects. The chemical's predictable behavior makes it ideal for manufacturers requiring consistent results across production batches and various application environments. This solvent demonstrates broad utility across adhesive manufacturing, pharmaceutical production, and specialty chemical formulations. Its capacity to dissolve numerous resins and compounds enables creation of uniform mixtures and stable emulsions. Industries benefit from its moderate evaporation rate that provides adequate working time while ensuring efficient drying, making manufacturing processes more controllable and reducing production variables. - Paint and coating manufacturing as primary solvent for nitrocellulose lacquers and acrylic resins - Adhesive production for formulating contact cements and rubber-based bonding solutions - Pharmaceutical industry applications as extraction solvent and reaction intermediate - Printing ink manufacturing for viscosity adjustment and controlled drying properties - Leather treatment processes for applying protective coatings and color dyes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
A. S. Joshi & Company, Maharashtra
 Maharashtra, India
Maharashtra, India
Distributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Butyl Acetate Solvent For Paints Coatings Adhesives
Premium Butyl Acetate solvent for paints, coatings, and adhesives manufacturing. High-purity formulation ensures reliable performance with multiple packaging options including bags, barrels, and bulk tankers for industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
A. S. Joshi & Company Maharashtra, India
Maharashtra, India
Distributor / Wholesaler






