₹
Apparel & Fashion
Loading subcategories...
View More
Description
Industrial bucket elevators are specialized conveying systems designed for the efficient vertical transportation of bulk materials. They provide a reliable solution for moving comm...
Industrial bucket elevators are specialized conveying systems designed for the efficient vertical transportation of bulk materials. They provide a reliable solution for moving commodities like coal, grain, gravel, cement, and various aggregates from one elevation to another within industrial facilities. Engineered for performance and durability, these systems are capable of reaching significant heights up to 150 feet and handling substantial capacities up to 1000 tons per hour. Available with buckets mounted on either durable belts or heavy-duty chains, in configurations such as single or double rows, they are built to handle materials that can be effectively scooped, carried, and discharged. The focus is on creating a system that operates smoothly, requires minimal maintenance, and delivers a long service life, making it a cornerstone investment for operations demanding consistent and high-volume vertical material movement. These elevators fulfill critical roles across a broad spectrum of industries, each with its own specific material handling challenges. In the agricultural sector, they are vital for moving harvested grains and seeds from ground-level intake points to elevated storage silos or between different stages of cleaning and processing. Mining and quarrying operations depend on them to transport crushed ore, coal, and minerals from primary crushers to stockpiles or further processing units. The construction industry utilizes these systems extensively in cement plants, ready-mix concrete facilities, and aggregate processing plants to handle sand, gravel, and cement. Furthermore, manufacturing plants across food processing, chemicals, and plastics rely on bucket elevators to feed raw materials into production machinery or move intermediate products between different floor levels, ensuring a streamlined production flow. The core business value of these industrial bucket elevators lies in their proven reliability, which directly translates to reduced operational downtime and lower long-term costs. Constructed with high-quality components and robust engineering, these systems are built to deliver consistent, trouble-free performance over many years, significantly minimizing the frequency and cost of maintenance and unexpected repairs. Their design efficiency often results in lower energy consumption compared to alternative conveying methods, contributing to reduced operating expenses. This combination of unwavering reliability, tailored suitability for specific materials and layouts, and operational efficiency provides an exceptional return on investment. It enhances overall productivity by ensuring a steady material supply, reduces the total cost of ownership, and strengthens the resilience of your material handling infrastructure. Key Features: - High-capacity design capable of handling material throughput up to 1000 tons per hour for demanding industrial applications. - Extended vertical reach with lifting heights up to 150 feet and adjustable bucket speeds typically ranging from 150 to 750 feet per minute. - Flexible configuration options with buckets mounted on either belt or chain drives, available in single or double row arrangements. - Engineered for durability with robust construction using high-grade materials to withstand abrasive and heavy-load conditions. - Designed for reliable operation with features focused on smooth material loading and discharge, reducing spillage and wear. Benefits: - Maximizes productivity by enabling continuous, high-volume vertical transport of bulk materials with minimal interruption. - Optimizes facility layout by efficiently utilizing vertical space to move materials between different processing or storage levels. - Reduces long-term operational costs through durable construction that minimizes maintenance needs and extends equipment lifespan. - Enhances process reliability with a consistent and dependable material flow that supports downstream production stability. - Offers a versatile solution adaptable to a wide range of materials and industry-specific requirements, providing a tailored fit for your operation.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial bucket elevators are engineered for the demanding task of vertically conveying bulk materials across diverse sectors. They efficiently handle a wide spectrum of materials, from fine powders to coarse aggregates, ensuring a continuous and reliable flow that integrates seamlessly with processing lines, storage systems, and production machinery. Their robust design and construction are built to withstand harsh industrial environments, providing dependable performance that minimizes operational interruptions and supports high-volume throughput. These material handling systems are indispensable in industries where vertical space must be optimized and material flow is critical. They serve essential functions in agriculture for grain handling, in mining for ore transport, in construction for aggregate movement, and in manufacturing for raw material feeding. The adaptability of their design allows them to be configured for specific material properties, facility layouts, and capacity requirements, ensuring they deliver optimal lifting performance for each unique operational challenge. - Elevating harvested grains such as wheat, corn, and rice from receiving pits to storage silos in agricultural processing and storage facilities. - Transporting crushed minerals, coal, and ores from crushers or processing mills to storage bunkers or loading points in mining and quarrying operations. - Moving construction aggregates like sand, gravel, and cement between different processing stages in concrete batching plants and material yards. - Handling food-grade materials including sugar, flour, and seeds in processing plants, requiring designs that meet hygiene and sanitation standards. - Conveying industrial powders, granules, and pellets between various levels of processing equipment in chemical, fertilizer, and pharmaceutical manufacturing facilities.
Trade Details
| Available Stock | In Stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Aegis Engineering Co Pvt Ltd, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
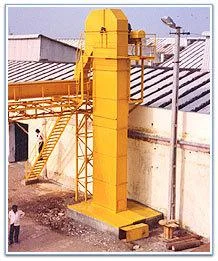
Industrial Bucket Elevators For Bulk Material Vertical Transport
Industrial bucket elevators provide reliable vertical transport for bulk materials like coal, grain, and gravel. Engineered for industrial efficiency, they offer capacities up to 1000 TPH and heights to 150 feet.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aegis Engineering Co Pvt Ltd Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer
