undefined
Apparel & Fashion
Loading subcategories...
View More

Description
Premium borosilicate glass labware and industrial equipment represents the gold standard for scientific and industrial applications requiring superior thermal and chemical resistan...
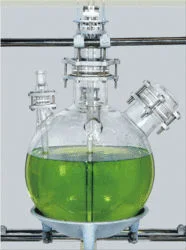
Premium borosilicate glass labware and industrial equipment represents the gold standard for scientific and industrial applications requiring superior thermal and chemical resistance. Manufactured with precision engineering and strict quality control, this glassware maintains structural integrity across extreme temperature ranges from -80°C to 500°C, making it indispensable for demanding environments. The material's low coefficient of thermal expansion and high chemical durability ensure reliable performance where ordinary glass would fail, providing consistent results in critical processes. Each product undergoes rigorous testing to meet international quality standards, delivering unmatched performance in laboratory and industrial settings. This premium borosilicate glass serves essential functions across multiple industries including pharmaceutical manufacturing, chemical processing, research institutions, and industrial production facilities. Pharmaceutical companies utilize specialized glassware for drug development, synthesis, and production processes requiring sterile conditions and chemical purity. Chemical plants employ heat exchangers, reactors, and pipeline systems for handling corrosive substances and high-temperature reactions. Research laboratories depend on precision glassware for accurate experiments, while industrial facilities use viewing ports and process equipment for monitoring and controlling manufacturing operations with complete visibility and contamination-free performance. Businesses choose premium borosilicate glass equipment for its proven reliability, extended lifespan, and consistent performance in demanding applications. The reduced maintenance requirements and exceptional durability deliver significant cost savings through minimized downtime and replacement costs. These products effectively minimize contamination risks in sensitive processes, ensuring product purity and quality consistency throughout operations. The robust construction withstands harsh industrial environments while maintaining optical clarity for process monitoring. Strict manufacturing standards guarantee every product meets the highest performance and safety requirements, providing long-term value and operational efficiency for industrial users. Key Features: - Exceptional thermal shock resistance from -80°C to 500°C - High chemical durability against acids, alkalis, and solvents - Precision engineering with international quality standards compliance - Complete range of industrial process equipment and laboratory glassware - Superior optical clarity for process monitoring and visibility Benefits: - Reduced maintenance requirements and extended equipment lifespan - Minimized contamination risks ensuring product purity and quality - Consistent performance in demanding industrial environments - Cost savings through durability and reduced replacement needs - Reliable operation in harsh chemical and thermal conditions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
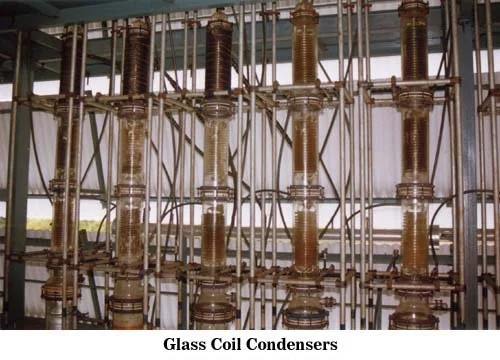
Premium borosilicate glass serves critical functions in scientific research and industrial processing where thermal stability and chemical resistance are essential. Its ability to withstand extreme temperature variations from -80°C to 500°C makes it ideal for high-precision laboratory experiments and demanding industrial environments. The material maintains structural integrity when exposed to aggressive chemicals and rapid thermal changes that would compromise ordinary glassware, ensuring reliable performance in critical operations. Industries including pharmaceuticals, chemical processing, and research laboratories depend on borosilicate glass for distillation, reaction processes, and purification systems. The material's excellent clarity allows visual monitoring of processes while its non-reactive properties ensure product purity and contamination-free operations. Manufacturers value its durability in continuous operation systems where equipment longevity directly impacts operational efficiency, safety standards, and production consistency across various industrial applications. - Laboratory distillation setups for chemical separation and purification processes - Pharmaceutical reaction vessels for drug synthesis under controlled conditions - Industrial heat exchangers handling corrosive fluids at variable temperatures - Sight glasses and viewing ports for monitoring fluid flow in pipeline systems - Custom extraction units for essential oils and botanical compounds processing
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Mumbai | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
GARG PROCESS GLASS INDIA PVT LTD, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Premium Borosilicate Glass Labware Industrial Equipment High Thermal Resistance
Premium borosilicate glass labware and industrial equipment offers exceptional thermal resistance and chemical durability for scientific research, pharmaceutical manufacturing, and chemical processing applications.
Min. Order Quantity: 1 Piece
Price$10-$100
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
GARG PROCESS GLASS INDIA PVT LTD Maharashtra, India
Maharashtra, India
Manufacturer