undefined

Similar Products




Description
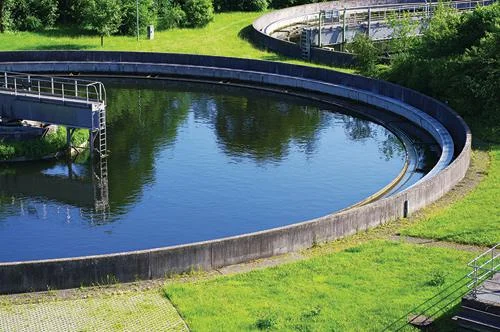
Our industrial boiler treatment chemicals are specifically formulated to address the primary challenges in water system management: scale formation, corrosion, bio-fouling, and sus...
Our industrial boiler treatment chemicals are specifically formulated to address the primary challenges in water system management: scale formation, corrosion, bio-fouling, and suspended solids. These high-performance solutions are designed for boilers, cooling towers, chillers, and other industrial water systems, ensuring optimal operational performance and reliability. By integrating advanced chemical technology, our products help maintain clean and efficient operations, reducing the risk of equipment failure and enhancing overall system longevity. The formulations deliver consistent results, supporting industries in achieving smoother, more sustainable operations without unnecessary downtime or excessive maintenance costs. With a focus on quality and effectiveness, these chemicals provide comprehensive protection for critical water infrastructure. These treatment chemicals serve critical roles across multiple industrial sectors including manufacturing, power generation, pharmaceuticals, textiles, and food processing. In manufacturing and power plants, they are essential for maintaining boiler efficiency and preventing energy loss due to scale or corrosion buildup. The pharmaceutical and food sectors rely on them for ensuring water purity and meeting stringent hygiene standards, while textile industries use them to protect machinery from deposit-related damages and operational disruptions. Cooling tower applications in commercial buildings and industrial facilities also benefit from these treatments, which help control microbial growth and maintain system cleanliness. This broad applicability makes our solutions a preferred choice for businesses seeking reliable water treatment across diverse operational environments. The business value of our boiler treatment chemicals lies in their ability to reduce operational costs, enhance equipment reliability, and improve safety compliance. By preventing scale and corrosion, they help lower energy consumption and minimize repair expenses, leading to significant cost savings over the equipment lifecycle. Their reliable performance ensures consistent operations, reducing unexpected breakdowns and production interruptions. Additionally, these chemicals support environmental compliance by promoting efficient water use and reducing waste generation. The combination of efficiency, durability, and performance consistency makes our products a strategic investment for businesses aiming to maximize productivity and minimize risks in their water management processes. Key Features: - Prevents scale formation in boilers and cooling systems to maintain heat transfer efficiency - Inhibits corrosion to protect metal surfaces and extend equipment operational life - Controls bio-fouling by eliminating algae, bacteria, and fungal growth - Removes suspended solids to maintain water clarity and system flow capacity - Advanced chemical formulations suitable for various water conditions and system types Benefits: - Reduces energy consumption by maintaining optimal heat transfer efficiency - Extends equipment lifespan through comprehensive corrosion protection - Minimizes maintenance requirements and associated operational costs - Prevents system downtime caused by scale buildup or microbial contamination - Ensures consistent water system performance across varying operational conditions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial boiler treatment chemicals are engineered to address critical water system challenges including scale buildup, corrosion, microbial growth, and suspended solids. These specialized formulations maintain optimal heat transfer efficiency, reduce energy consumption, and prevent costly downtime in high-pressure industrial environments. The chemicals are designed for various water conditions, ensuring consistent performance and protection for boilers, cooling towers, and related equipment across diverse operational settings. These chemical solutions are essential across manufacturing, power generation, pharmaceuticals, textiles, and food processing industries. By effectively managing water quality, our products help operations comply with environmental standards, improve safety protocols, and achieve long-term operational reliability. The versatile formulations suit both large-scale industrial plants and smaller commercial facilities seeking dependable water treatment performance and system protection. - Preventing scale formation in boiler tubes to maintain heat transfer efficiency and reduce fuel consumption - Inhibiting corrosion in cooling water systems to extend equipment lifespan and prevent system failures - Eliminating algae and bacteria in cooling towers to ensure hygienic operation and prevent bio-fouling - Removing suspended solids in industrial water loops to minimize blockages and maintenance requirements - Scavenging oxygen in boiler feedwater to prevent oxidative corrosion and enhance operational safety
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Aquacare Technique, Maharashtra
 Maharashtra, India
Maharashtra, India
Raw Materials & Chemicals•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Boiler Treatment Chemicals For Scale Corrosion Prevention
Industrial boiler treatment chemicals prevent scale, corrosion, and bio-fouling in water systems. Enhance efficiency, reduce maintenance, and extend equipment lifespan with reliable chemical solutions for industrial applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aquacare Technique Maharashtra, India
Maharashtra, India
Raw Materials & ChemicalsManufacturer
