undefined
Similar Products








Description
MUEZ-HEST industrial bleaching systems represent advanced purification technology specifically engineered for edible oil refining and chemical processing applications. These system...
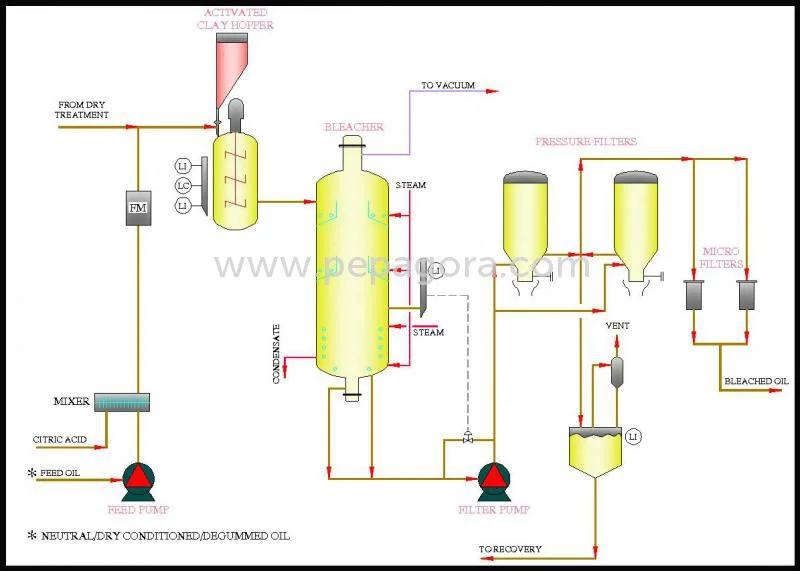
MUEZ-HEST industrial bleaching systems represent advanced purification technology specifically engineered for edible oil refining and chemical processing applications. These systems effectively remove critical impurities including soap traces, iron, phospholipids and carotenes that remain from earlier processing stages. The comprehensive bleaching process utilizes steam agitation, acid treatment and hermetic filtration technologies to ensure thorough contaminant removal while maintaining oil quality integrity. This sophisticated approach delivers consistent, high-purity output that meets stringent quality standards, making it an indispensable component for serious oil refiners who prioritize product excellence and processing reliability. These bleaching systems serve a wide spectrum of industries within the edible oil sector, including major processing facilities for palm, soybean, sunflower and coconut oils. Beyond food applications, the technology proves crucial in non-edible sectors such as biofuel production, lubricant manufacturing and specialized chemical processing where oil purity directly influences final product performance. Industries requiring clear, stable and contaminant-free oils consistently choose MUEZ-HEST systems for their robust construction, operational reliability and adaptability to diverse production environments and oil characteristics, ensuring compliance with international quality specifications. The business value delivered by MUEZ-HEST bleaching systems extends beyond basic purification to encompass operational efficiency, reduced maintenance requirements and long-term reliability. The unique engineering design prevents common operational issues like bleaching earth carryover into vacuum systems, significantly enhancing equipment longevity while minimizing production downtime. This operational reliability translates into lower total cost of ownership and consistent product quality output, building trust with processors who depend on supply chain stability. The systems' robust performance characteristics provide competitive advantages to facilities aiming for market differentiation through superior product quality and processing consistency. Key Features: - Steam agitated bleacher design for efficient impurity removal - Separate oil and earth mixing device with mechanical mixer - Hermetic filtration system to prevent external contamination - Integrated acid treatment for comprehensive processing - Robust construction requiring minimal operational maintenance Benefits: - Consistent high-purity output meeting quality standards - Reduced maintenance requirements and operational costs - Enhanced equipment longevity with reliable performance - Adaptable to various oil types and production scales - Improved product stability and shelf life characteristics
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Brand Name | |
| Condition | |
| Material | |
| Model Number | |
| Feature | |
| Color | |
| Place of Origin | |
| Size | |
| Usage | |
| Application |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
MUEZ-HEST industrial bleaching systems are engineered for critical impurity removal in edible oil processing, effectively eliminating soap, iron, phospholipids and carotenes that compromise oil quality. These contaminants directly impact product clarity, shelf stability and taste characteristics, making the bleaching process essential for maintaining consistent quality standards across food and industrial applications. Our systems ensure thorough purification while maintaining operational efficiency and reliability for continuous production demands. These robust bleaching machines serve diverse oil processing sectors including palm, soybean, sunflower and coconut oil refining facilities. The technology is equally vital in chemical manufacturing where pure oil bases are required for downstream processing. Designed for minimal maintenance and adaptable to various production scales, these systems deliver consistent performance across different oil types and processing conditions, ensuring reliable operation in demanding industrial environments. - Purifying crude palm oil for food-grade refining and consumer packaging - Treating soybean oil to remove phospholipids and enhance product stability - Processing sunflower oil to eliminate carotenes for clear, light-colored end products - Bleaching coconut oil for use in cosmetics and pharmaceutical formulations - Refining industrial oils for biofuel production and lubricant manufacturing
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Muez Hest India Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Food & Agriculture•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Bleaching Systems For Edible Oil Refining And Impurity Removal
MUEZ-HEST industrial bleaching systems effectively remove soap, iron, phospholipids and carotenes from edible oils, delivering high-purity output for reliable refining and chemical processing operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Muez Hest India Pvt Ltd Maharashtra, India
Maharashtra, India
Food & AgricultureManufacturer