undefined

Similar Products








Description
Our industrial blast chillers and freezers represent advanced temperature control technology designed for commercial and industrial applications where reliability and precision are...
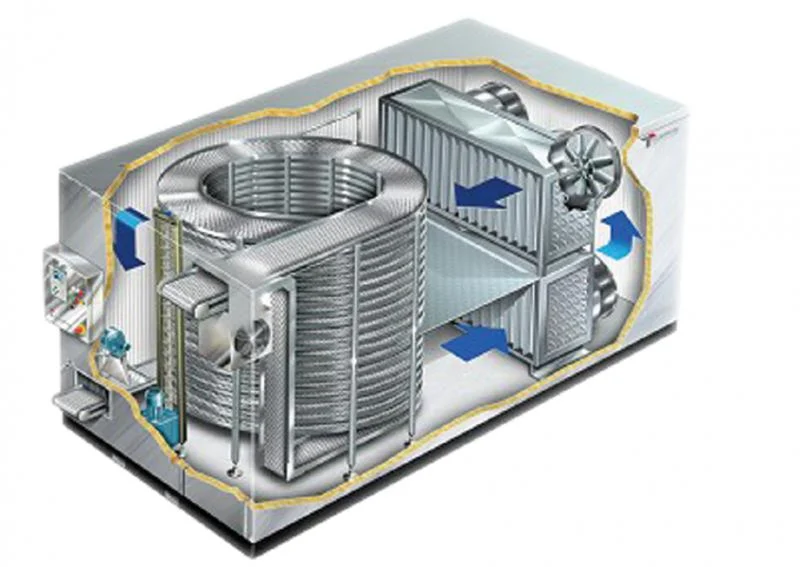
Our industrial blast chillers and freezers represent advanced temperature control technology designed for commercial and industrial applications where reliability and precision are essential. These systems feature microprocessor-controlled operations that ensure accurate temperature management throughout cooling and freezing processes. With versatile mounting options including both floor and ceiling configurations, and multiple cooling methods utilizing air and water systems, these units provide exceptional flexibility for various facility requirements. The reverse flow fan technology and hot gas defrost system work together to deliver consistent performance while maintaining energy efficiency, making them ideal for operations requiring continuous, heavy-duty use. These temperature control systems serve critical roles across food processing and preservation industries. In seafood processing facilities, they enable rapid freezing that maintains freshness and extends shelf life. Meat and poultry plants utilize them for safe temperature reduction during processing stages. Bakeries and confectionery manufacturers depend on their precise cooling capabilities for product quality maintenance. Ready-to-eat meal producers and large-scale commercial kitchens rely on these systems for efficient food preservation and safety compliance. The versatility makes them suitable for any operation requiring controlled temperature reduction from food manufacturing to hospitality services. The operational value of these blast chillers extends beyond basic functionality to deliver significant business advantages. Their energy-efficient design reduces operational costs while maintaining peak performance, providing substantial long-term savings. The reliability built into every component ensures minimal downtime and consistent operation, crucial for businesses where temperature control directly impacts product quality and safety. The robust construction guarantees durability under demanding conditions, while advanced control systems provide precise management of cooling processes. These systems not only protect your products but also safeguard your operational efficiency through consistent, reliable performance that meets industry standards and exceeds expectations. Key Features: - Microprocessor control system for precise temperature management - Dual cooling options with both air and water cooling capabilities - Flexible floor or ceiling mounting configurations - Advanced reverse flow fan technology - Efficient hot gas defrost system Benefits: - Rapid cooling and freezing preserves product quality and freshness - Energy-efficient operation reduces long-term operational costs - Versatile installation options adapt to various facility layouts - Reliable performance ensures consistent temperature control - Durable construction provides long service life with minimal maintenance
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Type | Blast Chiller |
| Control | Microprocessor |
| Cooling | Air / Water |
| Defrost | Hot Gas |
| Mounting | Floor / Ceiling |
| Fan | Reverse Flow |
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
Our industrial blast chillers and freezers deliver precise temperature control for demanding food processing operations. The microprocessor-controlled system ensures rapid cooling and freezing while maintaining product integrity across various processing stages. These units provide consistent performance under heavy usage conditions with flexible mounting options that adapt to different facility layouts and operational requirements. These systems serve multiple sectors requiring controlled temperature reduction and preservation. The dual cooling capabilities with air and water options ensure reliable operation in diverse environments. Advanced features like reverse flow fan technology and hot gas defrost maintain efficiency while minimizing energy consumption. The robust construction guarantees durability for continuous commercial use in various industrial settings. - Seafood processing and rapid freezing to preserve freshness and quality - Meat and poultry processing with consistent temperature maintenance - Bakery and confectionery cooling for texture preservation - Ready-to-eat meal production for food safety compliance - Large-scale commercial kitchen operations requiring efficient blast chilling
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
EL Shaddai Refrigeration & Air Conditioning Private Limited, Karnataka Karnataka, India
Karnataka, India
Food & Agriculture•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Blast Chiller Freezer Microprocessor Control Air Water Cooling
Industrial Blast Chiller Freezer with microprocessor control offers air/water cooling for rapid temperature reduction in food processing, seafood freezing, and commercial kitchens with versatile floor/ceiling mounting options.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
EL Shaddai Refrigeration & Air Conditioning Private Limited
 Karnataka, India
Karnataka, India
Food & AgricultureManufacturer