undefined

Similar Products






Description
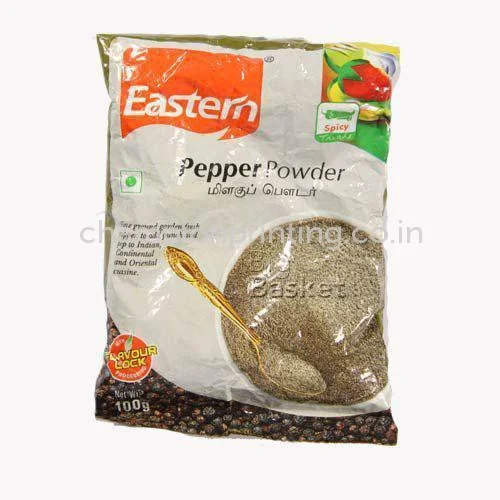
Industrial bilaminated and tri laminated pouches represent advanced packaging solutions engineered for maximum product protection. Constructed with multiple high-quality material l...
Industrial bilaminated and tri laminated pouches represent advanced packaging solutions engineered for maximum product protection. Constructed with multiple high-quality material layers, these pouches create formidable barriers against moisture, oxygen, light, and environmental contaminants. The sophisticated lamination process ensures consistent performance across various storage and transportation conditions. These pouches maintain product integrity while offering reliable containment for both solid and liquid contents. The manufacturing process emphasizes quality control and material selection to deliver packaging that meets rigorous industry requirements. Multiple industries depend on these pouches for their critical packaging needs. Food processors utilize them for snacks, spices, and perishable items where freshness preservation is paramount. Pharmaceutical companies rely on their sterile properties for medicines and medical supplies. Agricultural businesses protect seeds, fertilizers, and pesticides from environmental factors. Consumer goods manufacturers choose them for personal care products and household items requiring durable packaging. Industrial applications include chemical packaging where leak prevention and material compatibility are essential for safety and compliance. The business value of these pouches centers on their ability to reduce product loss, extend shelf life, and enhance supply chain efficiency. Their reliability minimizes transportation damages and storage issues, leading to improved customer satisfaction and reduced operational costs. The consistent quality and performance differentiate them in the market, providing importers and distributors with a trustworthy packaging solution. This reliability builds long-term partnerships and supports business growth through repeat orders and expanded client relationships. The pouches deliver tangible value through their protective qualities and operational efficiency. Key Features: - Multi-layer construction providing superior barrier protection against environmental elements - High-quality materials ensuring durability and resistance to punctures and tears - Compatibility with both solid and liquid products across various industries - Consistent performance meeting industry standards and regulatory requirements - Reliable sealing properties maintaining product integrity during storage and transport Benefits: - Extended product shelf life through effective barrier protection against spoilage factors - Reduced product loss and waste during distribution and storage operations - Enhanced supply chain efficiency with reliable packaging performance - Versatile application across multiple industry sectors and product types - Cost-effective solution providing value through durability and protection
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Bilaminated and tri laminated pouches deliver exceptional barrier protection against moisture, oxygen, and contaminants through multi-layer construction. This technology preserves product freshness and extends shelf life for perishable items and sensitive materials. The robust design withstands handling stresses while maintaining integrity throughout supply chains. These pouches serve diverse sectors with their adaptable performance characteristics. Industries including food processing, pharmaceutical manufacturing, agricultural supplies, consumer goods, and industrial chemicals rely on their consistent protection. The packaging solution accommodates various product types from powders to liquids while ensuring safety and durability during distribution and storage. - Food packaging for snacks, spices, and dried products to maintain freshness and prevent degradation - Pharmaceutical packaging for tablets, powders, and medical supplies ensuring sterility and compliance - Agricultural product packaging for seeds, fertilizers, and crop protection materials - Consumer goods packaging for personal care items and household products requiring durability - Industrial packaging for chemicals, lubricants, and technical components preventing leaks
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
J D Packaging Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Packaging & Printing•ManufacturerDistributor / WholesalerRetailer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0 a:1:{i:0;s:0:"";}
Industrial Packaging Bilaminated Tri Laminated Pouches Barrier Protection
Industrial bilaminated and tri laminated pouches provide superior barrier protection for food, pharmaceuticals, and consumer goods. These reliable pouches extend shelf life and ensure product safety during storage and transport.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
J D Packaging Pvt Ltd Maharashtra, India
Maharashtra, India
Packaging & PrintingManufacturer


