undefined
Apparel & Fashion
Loading subcategories...
View More
Description
Our Industrial Benzaldehyde represents premium-grade chemical purity manufactured to exacting international standards, ensuring consistent performance for demanding industrial appl...
Our Industrial Benzaldehyde represents premium-grade chemical purity manufactured to exacting international standards, ensuring consistent performance for demanding industrial applications. This aromatic aldehyde compound, characterized by its benzene ring with aldehyde functionality, offers exceptional versatility in synthesis processes while maintaining stable chemical properties. Produced under rigorous quality control protocols, each batch delivers reliable purity levels that support efficient manufacturing workflows across pharmaceutical, flavor, and chemical production sectors. Benzaldehyde finds extensive application across multiple industries due to its unique chemical characteristics. Pharmaceutical manufacturers rely on it as a key intermediate for synthesizing active ingredients in essential medications including antibiotics and antihypertensive drugs. The flavor and fragrance industry utilizes its distinctive almond-like aroma for authentic food products, beverages, and perfumes. Additionally, industrial applications leverage its solvent properties for coatings, resins, and as a precursor for dyes and plastic additives, making it indispensable in chemical manufacturing and processing operations. For manufacturing operations, our Benzaldehyde delivers substantial value through enhanced product quality, reliable chemical performance, and production efficiency. The consistent purity reduces processing risks and ensures compliance with industry standards, supporting uninterrupted manufacturing cycles. Our manufacturing process emphasizes batch-to-batch uniformity and chemical stability, while our supply chain reliability minimizes operational downtime. This combination of quality assurance and versatile application support makes it an optimal choice for companies prioritizing efficiency and precision in their chemical sourcing. Key Features: - High purity grade suitable for pharmaceutical and industrial applications - Consistent quality compliant with international standards including ISO - Stable chemical properties ensuring reliable synthesis performance - Manufactured under strict quality control for batch uniformity - Suitable for flavor, fragrance, and chemical synthesis applications Benefits: - Reduces production risks through consistent chemical purity - Supports compliance with pharmaceutical and industrial standards - Enhances manufacturing efficiency with reliable performance - Provides versatile application across multiple industries - Ensures supply chain reliability for uninterrupted operations
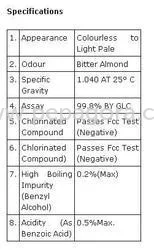
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Benzaldehyde serves as a foundational chemical in pharmaceutical manufacturing, where its high purity is critical for synthesizing active pharmaceutical ingredients like antibiotics and cardiovascular medications. Its consistent molecular structure ensures predictable reactions and reliable outcomes in complex drug development processes, meeting stringent regulatory requirements for safety and efficacy in medical treatments. In flavor and fragrance production, Benzaldehyde provides the characteristic almond-like aroma essential for authentic food products, beverages, and perfumes. Its solvent properties also support industrial applications including resin formulation, coating production, and chemical synthesis for dyes and plastic additives. This versatility makes it valuable across multiple manufacturing sectors requiring precise chemical intermediates. - Pharmaceutical intermediate for antibiotic and antihypertensive drug synthesis - Flavoring agent in food and beverage production for almond notes - Fragrance component in perfume and cosmetic manufacturing - Industrial solvent for coatings, resins, and polymer processing - Chemical precursor for dyes, plasticizers, and agricultural chemicals
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Kadillac Chemicals Pvt Ltd, Gujarat
 Gujarat, India
Gujarat, India
Raw Materials & Chemicals•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Benzaldehyde High Purity for Pharmaceuticals & Flavors
Industrial Benzaldehyde high-purity chemical for pharmaceutical synthesis and flavor manufacturing. Manufactured to international standards for reliable performance in demanding applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Kadillac Chemicals Pvt Ltd Gujarat, India
Gujarat, India
Raw Materials & ChemicalsManufacturer